再生塑料市场正快速增长。2025年,该市场价值超过1400亿英镑,预计到2033年将超过141000亿英镑。推动该行业发展的因素包括欧盟和美国具有约束力的再生材料含量法规、食品级rPET需求的增长以及主要品牌所有者的企业可持续发展承诺。根据《包装和包装废弃物法规》,仅欧盟生产商到2030年每年就需要采购约540万吨rPE、rPP和rPET。.
挑战在于,扩大回收利用产量不仅仅是一个物流问题,从根本上说,它是一个筛选问题。.
消费后塑料废料受到严重污染,含有纸纤维、粘合剂残留物、颜料、降解聚合物、水分和异物颗粒。将这些原料通过挤出生产线加工,会对熔体过滤系统造成巨大压力。依赖传统滤网组件(手动更换的扁平过滤器)的生产线,在污染程度较高时难以维持产能。其结果是频繁停机、耗费人力的换线、压力不稳定以及产品质量不稳定。.
连续式过滤带常用于自动换网装置,是大多数高产能回收作业的首选解决方案。本文将阐述熔体过滤在回收生产线中至关重要的原因、连续式过滤带的高效特性,以及如何根据您的物料流选择合适的过滤带。.
为什么熔体过滤在塑料回收中必不可少
在原生聚合物挤出工艺中,熔体过滤相对简单。原料成分稳定,杂质含量低,滤网组件可以长时间运行而无需更换。.
再生塑料与普通塑料有着本质区别。消费后塑料——例如聚乙烯薄膜、聚对苯二甲酸乙二醇酯瓶、聚丙烯包装、混合硬质容器——都含有仅靠清洗无法去除的污染物。标签上的粘合剂残留物、降解的聚合物碎片、橡胶颗粒、纸纤维、铝箔碎屑以及未熔化的团聚物都会进入熔体流中,必须在熔体到达模头之前将其捕获。.
过滤不充分的后果是直接且可衡量的:
- 凝胶缺陷和黑点 薄膜和片材产品中的杂质使其不适用于包装应用。
- 旋转器堵塞 在纤维和非织造布生产线上,会导致生产线停工和设备损坏。
- 压力峰值 堵塞的滤网下游会对螺杆、筒体和模具造成压力。
- 熔体均匀性降低, 导致产品机械性能不一致
- 失去食品级认证资格, 从而消除了再生树脂的最高价值市场
过滤质量正日益成为一项商业要求,而不仅仅是一个工艺参数。rPET、rPP 和 rHDPE 的买家正在提高规格要求。食品接触应用需要可证明的纯度。购买再生颗粒用于包装的品牌所有者要求批次间的质量一致性。无法满足这一要求的回收商将面临价格下行压力,甚至失去合同。.
停机问题:为什么回收线上的筛网组件会发生故障
传统的平板筛网组件——由编织金属网盘或矩形过滤器组成,固定在滑板式或螺栓式换网器中——对原生物料处理效果良好。但对于严重污染的再生原料,它们会失效,原因只有一个:堵塞速度太快。.
在消费后聚乙烯(PE)或再生聚乙烯(rPET)生产线上,根据污染程度,筛网可能需要每30分钟到2小时更换一次。每次更换都需要操作员停止挤出机,冷却模头,取出受污染的筛网,装入新的筛网,清洗系统,然后重新启动。在24/7全天候运行的情况下,这种循环会导致每个班次生产损失数小时,造成大量人工成本,并且清洗过程中还会造成大量材料浪费。.
经济效益显而易见。一条以500公斤/小时的速度运行的回收生产线,如果每个班次停机两次,每次30分钟,则每天损失500公斤的产量。假设rPP或rPE的颗粒价格为$0.80–$1.20/公斤,那么每天损失的产量将达到$400–$600公斤,这还不包括能源、人工和废料的成本。.
采用皮带式过滤器的连续换网器从根本上解决了这个问题。皮带由压差传感器触发,自动运转,确保新鲜的过滤介质始终与熔体接触。操作员在当前滤卷用完后更换新的滤卷,通常只需不到五分钟,无需停机。.
连续式过滤带的工作原理

A 连续过滤带 是一种编织金属丝网卷——通常采用反向荷兰编织法(RDW)的不锈钢丝制成——它通过连续换网器输送。当传送带经过过滤区时,它会拦截熔体流中的污染物。当传送带上的压力超过设定阈值时,换网器会自动将传送带向前移动,将受污染的网片移出过滤区,并将干净的网片送入熔体中。.
使该系统可靠运行的关键设计要素包括:
- 反向荷兰式编织结构: RDW织造方式——纬纱紧密排列并锁在经纱下方——可提供机器方向上的高拉伸强度、精确稳定的过滤孔径以及在循环压力载荷下抵抗网孔变形的能力。这些特性对于在换网机构中持续张紧运行的传送带至关重要。.
- 精密切割边缘: 传送带必须切割成与换网通道精确匹配的宽度。即使1-2毫米的偏差也会导致熔体从传送带边缘泄漏,污染过滤后的熔体并加速传送带磨损。.
- 卷材供应: 传送带以卷装形式供应,每卷最长可达 100 米。更长的卷装意味着更少的换线次数和更长的连续运行时间。.
- 与聚合物相匹配的材料等级: 标准304不锈钢适用于大多数PE、PP和PET的回收利用。316L不锈钢则专用于PVC回收生产线或任何涉及含氯添加剂或高温清洗剂的应用。.
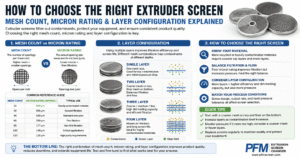
常用回收聚合物流的推荐微米等级
选择合适的微米级粒度是回收生产线上最关键的规格决定。粒度过细,传送带容易堵塞,迅速消耗卷筒长度,增加运营成本;粒度过粗,污染物会漏过,降低产品质量。.
正确的起点取决于聚合物类型、原料的污染程度以及最终产品的质量规格。.
| 物质流 | 污染水平 | 推荐微米范围 | 笔记 |
|---|---|---|---|
| 消费后回收聚乙烯(薄膜、包装袋) | 高的 | 200–400 微米 | 混合生活垃圾的污垢含量高;较粗的输送带粒度可延长使用寿命并降低运营成本。 |
| 消费后回收聚丙烯(硬质包装) | 中高 | 150–300 微米 | 标签粘合剂和颜料残留物很常见;200 µm 是一个实用的起始点。 |
| rPET(透明瓶片) | 中等的 | 100–200 微米 | 需要更精细的过滤才能达到食品级和纤维级质量标准;150微米是典型值。 |
| rPET(混合色或彩色) | 中高 | 150–250 微米 | 有色和不透明瓶子的污染物负荷较高;需平衡过滤精度与传送带消耗率。 |
| 工业后聚乙烯/聚丙烯边角料和废料 | 低的 | 80–150 微米 | 清洁、特性明确的原料;更细的粒度可提高颗粒质量,满足高要求应用的需求。 |
| 混合硬质塑料(HDPE、PP、ABS) | 高的 | 250–400 微米 | 污染程度变化很大;较粗的粒度对于防止皮带快速堵塞至关重要。 |
| 含橡胶的流体 | 高的 | 200–400 微米 | 橡胶颗粒和交联碎片需要更粗的过滤方式,以防止立即堵塞。 |
实用指导: 如果您正在设置新生产线或更换原料,请先使用比预期需求更粗的辊筒。在首次生产运行期间,监测压差和传送带消耗率。如果熔体质量符合规格且传送带消耗量在可控范围内,您可以评估是否需要更换更细的辊筒。反之,从过细的辊筒更换为过粗的辊筒,总是会造成辊筒长度增加和停机时间。.
运营成本比较:回收生产线上的连续皮带式与筛分式
连续式过滤带的每米成本高于平板筛组件的单位成本。这种比较具有误导性,因为它忽略了污染回收生产线运营成本的真正驱动因素。.
考虑一条典型的消费后聚乙烯或再生聚丙烯生产线,其产能为 400-600 公斤/小时,且污染程度中等至高:
| 成本因素 | 屏幕包系统 | 连续输送带系统 |
|---|---|---|
| 每班次屏幕更换次数 | 4-8(每隔1-2小时) | 0–1(仅更换传送带卷) |
| 每次变更的停机时间 | 20-40分钟 | 不到5分钟(换卷) |
| 所需劳动力 | 每次变更均由专职操作员负责 | 极简设计——皮带自动前进 |
| 每次更换的清除材料损失 | 5–20公斤 | 接近于零 |
| 压力一致性 | 周期性——每次变化前都会出现峰值 | 稳定——新鲜媒体始终保持联系 |
| 输出质量一致性 | 在每个屏幕周期结束时性能下降 | 整个生产过程中保持一致 |
节省下来的生产时间(通常是主要的成本因素)源于无需人工换网。对于每天运行 16-24 小时的高产量回收作业而言,改用连续换网系统带来的投资回报通常以月而非年来衡量。.
选择合适的皮带宽度
传送带宽度必须与换网机的过滤通道宽度完全匹配。这是机器的特定规格,并非可选项。回收应用中常用的宽度包括 97 毫米、120 毫米、150 毫米和 200 毫米,分别对应于主要的连续式换网机品牌(Erema、Gneuss、Ettlinger、Nordson BKG、Kreyenborg)。.
如果您正在为现有机器寻找替换皮带,正确的宽度会在换网机手册中注明。如果您找不到手册,通常机器机身上靠近过滤器入口处会印有或贴有宽度标签。您也可以提供机器的品牌和型号——我们可以在您下单前确认正确的宽度。.
对于正在设计或升级的生产线而言,更宽的传送带通常意味着更大的过滤面积、更低的单位面积压降和更慢的传送带推进速度——所有这些都能降低高吞吐量下的传送带消耗和运营成本。.
摘要:回收生产线的关键选择标准
在为塑料回收应用指定连续式过滤带之前,请确认以下事项:
- 腰带宽度: 与换屏器通道宽度完全匹配(请从机器手册或机器机身铭牌上核实)
- 微米等级: 根据聚合物类型、原料污染程度和成品质量目标进行选择——从较粗的粒度开始,根据运行数据进行细化。
- 织法类型: 反向荷兰编织(RDW)适用于所有连续换网机应用
- 材料等级: 304不锈钢适用于标准PE、PP、PET回收;316L不锈钢适用于PVC或使用强力清洁剂的生产线。
- 卷材长度: 根据您的幅宽,尽可能延长卷材长度——更长的卷材意味着更少的换幅次数和更长的连续运行时间。
查看我们的 全连续滤带规格范围, 包括 50–300 毫米的宽度和 35–400 微米的粒度等级。适用于具有特定污染挑战的回收生产线应用,, 联系我们 根据您的原料类型、产量和当前换筛频率,我们将为您推荐最具成本效益的生产线规格。.