在聚合物挤出工艺中,选择错误的挤出机筛网是最常见且代价最高的错误之一。筛网孔径过小会导致污染物通过,损坏下游设备;而筛网孔径过小则会导致压降过大,降低产量,并缩短过滤器寿命。从一开始就选择合适的规格可以节省材料、时间和运营成本。.
本指南将详细介绍您需要考虑的所有因素:目数、微米等级、层结构、筛网类型、材料以及设备兼容性。阅读完本指南后,您将掌握一套清晰的框架,能够针对任何聚合物、任何工艺和任何换网器选择合适的挤出机筛网。.
挤出机筛网是什么?
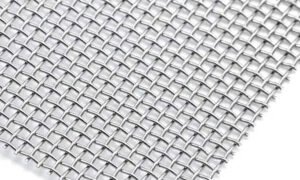
挤出机筛网(也称筛组、熔体过滤网或挤出过滤网)是一种编织金属丝网盘或组件,安装在聚合物挤出机中螺杆尖端和模头之间,用于过滤熔融塑料、橡胶或其他聚合物材料中的杂质。它由挡板固定,是挤出过程中主要的机械过滤屏障。.
挤出机筛网具有三大核心功能:
- 过滤 — 从熔体流中去除固体污染物,例如未熔化的颗粒、炭黑团聚体、凝胶、木纤维、金属碎片和其他异物。
- 背压产生 — 产生阻力,促进充分熔化,使熔体均匀化,并稳定螺杆输出
- 流动均质化 — 将螺杆出口的旋转气流在进入模具之前,整理成均匀的轴向气流
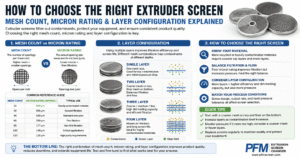
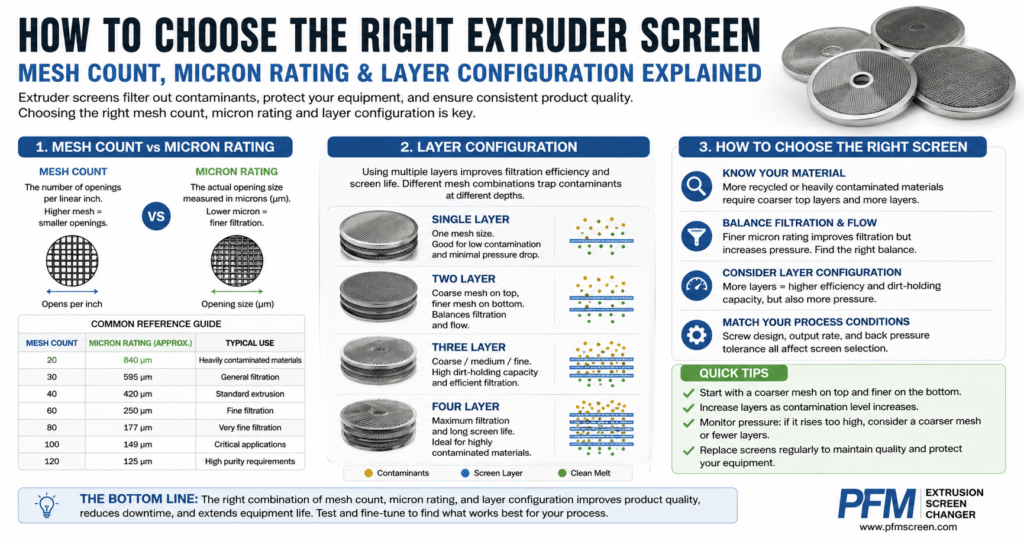
第一步:了解目数和微米等级
什么是网目数?
目数是指编织金属丝网每英寸的丝线数量。20目筛网每英寸有20根丝线;200目筛网每英寸有200根丝线。目数越高,丝线间距越细,因此丝线之间的孔隙也越小。.
什么是微米等级?
微米级(μm)指的是标称孔径,即金属丝之间方形开口的尺寸,单位为微米(μm)。1微米等于千分之一毫米。孔径为150微米的筛网可以截留大于约150微米的颗粒。.
目数与微米等级的关系
筛网孔径大小取决于筛网目数和丝径。即使两块筛网目数相同,如果丝径不同,其孔径大小也可能不同。因此,务必明确指定筛网的目数和丝径。 孔径尺寸(微米) 而不仅仅依靠目数来保证过滤精度,尤其是在需要精确过滤的情况下。.
下表显示了标准平纹编织金属丝网的网目数与近似孔径尺寸之间的典型关系:
| 目数(每英寸) | 大约孔径(微米) | 过滤等级 | 典型用途 |
|---|---|---|---|
| 10 – 20 | 840 – 2000 微米 | 粗 | 支撑/背衬层,重度再生预过滤 |
| 20 – 40 | 420 – 840 微米 | 粗-中 | PE/PP管材、型材、再生造粒 |
| 40 – 80 | 200 – 420 微米 | 中等的 | 通用型PE/PP/PVC挤出 |
| 80 – 120 | 125 – 200 微米 | 中细 | 吹膜、流延膜、片材挤出 |
| 120 – 200 | 75 – 125 微米 | 美好的 | 光学薄膜、技术薄膜、复合 |
| 200 – 325 | 45 – 75 微米 | 非常好 | PET纤维纺丝、PA长丝、特种薄膜 |
| 325 – 500 | 25 – 45 微米 | 超细 | 高清晰度光学应用、特种聚合物 |
步骤 2:确定所需的过滤精度
按聚合物和应用分类
合适的过滤精度取决于最终产品所需的洁净度、原材料的污染程度以及下游设备(模具、喷丝头、辊面)对污染的容忍度。下表提供了一些初始建议:
| 应用 | 聚合物 | 推荐细度 | 笔记 |
|---|---|---|---|
| 管材及型材挤压 | 聚氯乙烯(PVC)、高密度聚乙烯(HDPE)、聚丙烯(PP-R) | 40-80目(200-420微米) | PVC需要更高的耐压性能。 |
| 吹膜/铸造膜 | 线性低密度聚乙烯(LLDPE)、低密度聚乙烯(LDPE)、聚丙烯(PP) | 80-150目(100-200微米) | 凝胶控制对于薄膜至关重要。 |
| 片材挤出 | PET、PS、PP | 80-120目(125-200微米) | 表面质量需要持续过滤。 |
| 纤维和长丝纺丝 | PET、PA、PP | 200 – 325 目(45 – 75 微米) | 纺丝器保护是主要驱动因素 |
| 造粒——原生树脂 | PP、PE、ABS | 40-80目(200-420微米) | 低污染;注重通量 |
| 造粒——回收材料 | 混合再研磨 | 20-60目(250-840微米) | 污染程度高;必须使用多层包装。 |
| 母料和混料 | PE、PP + 填料 | 60-120目(125-250微米) | 填料颗粒会迅速堵塞细筛网。 |
| 工程聚合物挤出 | TPU、PA、POM、PEEK | 100-200目(75-150微米) | 通常需要耐腐蚀材料 |
| 橡胶挤出 | 三元乙丙橡胶 (EPDM)、硅胶、天然橡胶 (NR) | 20-60目(250-840微米) | 高粘度需要较低的压降 |
按污染类型
污染物的性质也会影响筛网的选择。坚硬的无机污染物(金属颗粒、沙子、玻璃)需要使用细网过滤,以防止模具损坏。柔软的有机污染物(未熔化的聚合物、凝胶、碳沉积物)需要使用足够细的网眼以截留它们,但又足够粗以避免快速堵塞的网眼。对于污染严重的再生物料流,建议在细网过滤层上游始终设置一层粗网预过滤层。.
步骤 3:选择合适的屏幕组件类型
确定过滤精度后,下一步就是确定筛网组件的物理形式。五种主要类型分别适用于不同的设备配置和生产要求。.
焊接式挤出机筛网组件
多层网片边缘点焊在一起,形成稳定的整体式筛网。各层网片无需框架即可粘合,仅依靠挡板提供边缘支撑。焊接式筛网是全球应用最广泛的筛网类型,适用于手动、滑板式和活塞式换网器。它们经济实惠、易于操作,并且尺寸和网目组合种类齐全。.
框架式挤出机筛网组件
在网片组件周围增加了一个坚固的铝或不锈钢外环。该框架可实现精确的尺寸控制,改善边缘与破碎板的密封性,并使安装更加快捷可靠。带框架的组件适用于高压应用、筛网错位会导致质量缺陷的工艺以及对操作人员效率要求较高的场合。.
褶皱挤出机筛网组件
网片在组装前折叠成褶皱状,与相同外径的平面筛网相比,有效过滤面积增加了3到5倍。褶皱式滤网在相同处理量下可显著降低压降,延长更换筛网的间隔时间,并且在平面筛网容易堵塞的细网过滤应用中表现更佳。它们是PET纤维、PA和高价值薄膜应用的理想选择。.
连续过滤带
与传统的圆盘状筛网不同,这种连续卷状的编织金属丝网通过皮带式换网器输送。随着污染物的积累,皮带会自动前进,从而实现不间断过滤,无需停机生产。这种连续皮带式换网器适用于高产量生产线,例如高速PE吹膜生产线和消费后回收生产线,因为在这些生产线上,手动换网会导致不可接受的停机时间。.
圆柱形挤出机筛网
圆柱形网状元件用于烛式过滤器外壳和纺丝组件中。较大的圆柱形过滤表面可提供极高的容尘量和均匀的流体分布。圆柱形筛网是PET纤维纺丝和其他使用烛式熔体过滤系统的应用中的标准配置。.
步骤 4:选择正确的图层配置
过滤组件的性能不仅取决于过滤网,还取决于其周围的支撑层。多层结构可以分散机械载荷,防止细网在压力下变形,并提高容污能力。.
层函数
- 支撑层(粗面,例如 20-40 目) — 提供结构刚性,防止精细过滤层在熔体压力下变形。位于组件的下游(模头)侧。.
- 预过滤层(中等粒径,例如 40–80 目) — 在较大的污染物到达精细过滤层之前将其截留,从而显著延长使用寿命。.
- 过滤层(细孔,例如 100–325 目) — 决定实际颗粒截留尺寸的主要过滤元件。.
- 分布层(中等,可选) — 放置在上游侧,使熔体流动均匀分布在过滤层上,防止出现沟流。.
层配置指南
| 配置 | 典型的层级结构(上游→下游) | 最适合 |
|---|---|---|
| 单层 | 1×过滤网 | 低压粗过滤测试 |
| 双层 | 过滤 + 支持 | 工艺简单,压力适中 |
| 三层(最常见) | 预过滤器 + 过滤 + 支撑 | 通用挤出、吹膜、管材、造粒 |
| 四层 | 预过滤器 + 过滤 + 中间过滤器 + 支撑 | 高压应用、回收材料 |
| 5层及以上 | 分配 + 预过滤器 + 精细过滤 + 中间过滤 + 支持 | 精细过滤(纤维、光学薄膜),严重污染的原料 |
标准的三层结构——粗预过滤器/细过滤网/粗支撑层——是大多数通用挤出应用的正确起点。当工作压力超过250巴、过滤网孔径小于100目或原料污染程度较高时,建议采用四层或五层结构。.
步骤 5:使屏幕尺寸与您的设备匹配
即使是最好的筛网规格,如果筛网尺寸不合适,也毫无用处。尺寸不匹配会导致熔体绕过筛网、压力分布不均以及密封件过早失效。指定挤出机筛网尺寸时,必须确认以下参数:
- 外径(OD) — 必须与断路器板孔径精确匹配。常用尺寸范围从 20 毫米到 400 毫米以上,但在较旧的或定制的设备中,非标准尺寸很常见。.
- 内径(ID) — 适用于环形或框架式筛网;如果存在断路器板中心柱,则必须避开该中心柱。.
- 厚度 — 由层数和线径决定;必须安装在筛座深度内,不得有缝隙或过度压缩。.
- 框架材质和戒指类型 — 铝制框架适用于中等温度环境;温度高于 280°C 或在腐蚀性环境中,则需要不锈钢环。.
对于换网器(滑板式、活塞式或连续皮带式),务必确认换网器制造商要求的网版规格。部分换网器需要具有特定切口形状、凹槽或边缘处理的网版。PFM SCREEN 提供与所有主流换网器品牌(包括 Nordson BKG、Kreyenborg、Gneuss、Maag 和 Ettlinger)相匹配的网版。.
步骤 6:选择合适的网格材料
对于大多数标准聚合物挤出应用——PE、PP、PET、PVC、ABS、PS,温度低于300°C—— 316L不锈钢 SS316L 是正确的材料选择。它具有优异的耐腐蚀性、高温下良好的拉伸强度,并且几乎与所有标准热塑性塑料都兼容。如果 SS304 的耐腐蚀性略低于 316L,但可以接受,那么 SS304 则是一种经济实惠的替代方案。.
以下情况需要使用特殊材料:
- 卤代聚合物(PVC、PVDF、PTFE) 这些材料在加工过程中会释放HCl或HF,从而腐蚀普通不锈钢。建议使用镍、蒙乃尔合金或因科镍合金筛网。.
- 高温工程聚合物(PEEK、PPS,350°C以上) — Inconel 600 或 625 在极端温度下具有优异的抗氧化性。.
- 含磨料化合物(玻璃纤维填充聚酰胺,矿物填充聚丙烯) — 更硬的线材或更大的线径可以提高耐磨性并延长使用寿命。.
- 食品接触应用 — 必须使用 SS316L;所有材料必须符合适用的食品接触法规(FDA、EU 10/2011)。.
本系列文章的另一篇文章将详细介绍挤出机筛网的材料选择指南。.
选择挤出机筛网时常见的错误
- 指定网格数量而不指定孔径尺寸 仅凭目数无法确定过滤精度。对于精密应用,务必以微米为单位指定孔径。.
- 在高压下使用单层筛网 — 单层细网状材料若无支撑,在熔体压力超过约 150 巴时会发生变形或破裂。务必使用支撑层。.
- 对回收材料使用过细的网眼 — 处理高污染再生料时,细筛网会很快堵塞。建议先使用较粗的预过滤器,并使用多层滤芯以延长使用寿命。.
- 忽略尺寸公差 即使外径相差0.5毫米也会导致熔体旁路。务必直接测量断流板内径,而不要依赖标称设备规格。.
- 仅根据成本选择材料 — 在卤化聚合物应用中使用 SS304 或在极端温度下使用标准不锈钢筛网会导致筛网快速失效、熔体污染以及潜在的设备损坏。.
快速参考:挤出机筛网选择概要
| 范围 | 需要具体说明什么 | 关键考虑因素 |
|---|---|---|
| 过滤精细度 | 孔径尺寸(微米) | 根据聚合物种类、污染程度和产品质量要求而定 |
| 屏幕包装类型 | 焊接/框架/褶皱/带状/圆柱形 | 取决于换屏器类型和输出要求 |
| 层配置 | 层数 + 每层网格数 | 先用三层过滤;如果需要高压或精细过滤,则需用四层或五层。 |
| 方面 | 外径、内径(如适用)、厚度 | 直接测量断路器板孔径;确认换屏器规格 |
| 材料 | 金属丝网合金 + 框架/环材料 | SS316L适用于大多数应用;特种合金适用于腐蚀性或极端温度聚合物。 |
结论
挤出机筛网的选择是一个涉及多因素的决策,它直接影响熔体质量、工艺稳定性以及运行成本。正确的方法是首先确定应用所需的过滤精度,然后选择满足过滤和机械性能要求的筛网类型和层数结构,最后确认其尺寸和材料与特定设备和待加工聚合物的兼容性。.
如果您不确定工艺的正确规格,PFM SCREEN 的技术团队可以根据您的聚合物、产量、换网器型号和质量要求,协助您选择合适的筛网。. 联系我们 根据您的工艺参数,我们将推荐最佳的筛网组件配置。.
有关挤出机筛网的更多信息,请查看我们的完整产品系列: 挤出机筛网及筛网组件.