El mercado de plásticos reciclados está experimentando un rápido crecimiento. Con un valor superior a los 70 mil millones de dólares en 2025 y una proyección de más de 100 mil millones de dólares para 2033, el sector se ve impulsado por las normativas vinculantes sobre contenido reciclado en la UE y EE. UU., la creciente demanda de rPET apto para uso alimentario y los compromisos de sostenibilidad corporativa de las principales marcas. Solo los productores de la UE deberán obtener aproximadamente 5,4 millones de toneladas de rPE, rPP y rPET anualmente para 2030, de acuerdo con el Reglamento sobre envases y residuos de envases.
El reto reside en que aumentar la producción reciclada no es solo un problema logístico. Fundamentalmente, es un problema de filtración.
Los residuos plásticos posconsumo están altamente contaminados con fibras de papel, residuos de adhesivos, pigmentos, polímeros degradados, humedad y partículas extrañas. El procesamiento de esta materia prima mediante una línea de extrusión ejerce una enorme presión sobre el sistema de filtración por fusión. Las líneas que utilizan filtros planos tradicionales, que se reemplazan manualmente, tienen dificultades para mantener el rendimiento cuando los niveles de contaminación son altos. Esto provoca paradas frecuentes, cambios de configuración laboriosos, inestabilidad de la presión y una calidad de salida inconsistente.
Las cintas filtrantes continuas, utilizadas en cambiadores automáticos de filtros, son la solución preferida en la mayoría de las operaciones de reciclaje de alto rendimiento. Este artículo explica por qué la filtración por fusión es tan crucial en las líneas de reciclaje, qué hace que las cintas continuas sean efectivas y cómo seleccionar la cinta adecuada para cada flujo de material.
Por qué la filtración por fusión es indispensable en el reciclaje de plásticos
En la extrusión de polímeros vírgenes, la filtración por fusión es relativamente sencilla. La materia prima es uniforme, los niveles de contaminación son bajos y los filtros pueden funcionar durante largos periodos antes de necesitar ser reemplazados.
El plástico reciclado es fundamentalmente diferente. Los residuos posconsumo —películas de PE, botellas de PET, envases de PP, contenedores rígidos mixtos— contienen contaminantes que no se pueden eliminar solo con el lavado. Los residuos de adhesivos de las etiquetas, los fragmentos de polímeros degradados, las partículas de caucho, las fibras de papel, los restos de papel de aluminio y los aglomerados sin fundir entran en el flujo de material fundido y deben ser eliminados antes de que este llegue a la boquilla de extrusión.
Las consecuencias de una filtración inadecuada son directas y cuantificables:
- Defectos del gel y motas negras en productos de película y lámina, lo que los hace inadecuados para aplicaciones de embalaje.
- Obstrucción de la hilera en líneas de fibra y no tejidos, provocando paradas de línea y daños en los equipos.
- picos de presión aguas abajo de una rejilla obstruida, lo que ejerce presión sobre el tornillo, el cilindro y la matriz.
- Homogeneidad de la masa fundida degradada, produciendo un producto con propiedades mecánicas inconsistentes.
- Pérdida de la elegibilidad para la certificación de grado alimentario., eliminando el mercado de mayor valor para la resina reciclada.
La calidad de la filtración se está convirtiendo cada vez más en un requisito comercial, no solo en un parámetro de proceso. Los compradores de rPET, rPP y rHDPE están endureciendo las especificaciones. Las aplicaciones en contacto con alimentos requieren una pureza demostrable. Los propietarios de marcas que compran gránulos reciclados para envases exigen uniformidad entre lotes. Los recicladores que no pueden garantizarla se enfrentan a una presión a la baja sobre los precios o a la pérdida total de contratos.
El problema del tiempo de inactividad: ¿Por qué fallan los paquetes de pantallas en las líneas de reciclaje?
Los filtros planos tradicionales —discos de malla metálica o filtros rectangulares alojados en un cambiador de filtros de placas deslizantes o de pernos— funcionan bien con material virgen. Sin embargo, con materia prima reciclada muy contaminada, fallan por una razón fundamental: se saturan demasiado rápido.
En una línea de PE o rPET posconsumo, puede ser necesario cambiar el paquete de filtros cada 30 minutos o 2 horas, según el nivel de contaminación. Cada cambio requiere que el operario detenga la extrusora, enfríe la boquilla, retire el filtro contaminado, inserte uno nuevo, purgue el sistema y lo reinicie. En una operación continua (24/7), este ciclo supone varias horas de pérdida de producción por turno, un coste laboral considerable y un importante desperdicio de material durante la purga.
La lógica económica es sencilla. Una línea de reciclaje que funciona a 500 kg/h y que sufre dos paradas de 30 minutos por turno pierde 500 kg de producción al día. Con un valor de pellet de $0,80–$1,20/kg para rPP o rPE, esto supone una pérdida diaria de producción de $400–$600, antes de contabilizar la energía, la mano de obra y el material de purga.
Los cambiadores de filtros continuos con cinta transportadora solucionan este problema de raíz. La cinta avanza automáticamente —activada por un sensor de presión diferencial—, de modo que el material filtrante siempre está en contacto con el metal fundido. Los operarios cargan un nuevo rollo cuando el actual se agota, una tarea que suele durar menos de cinco minutos y no requiere detener la línea de producción.
Cómo funcionan las cintas filtrantes continuas

A banda filtrante continua Se trata de una cinta transportadora de malla metálica tejida —generalmente con un patrón de tejido holandés inverso (RDW, por sus siglas en inglés)— que se desplaza a través de un cambiador de filtros continuo. A medida que la cinta pasa por la zona de filtración, retiene los contaminantes del flujo de metal fundido. Cuando la presión sobre la cinta supera un umbral preestablecido, el cambiador la desplaza automáticamente hacia adelante, retirando la malla contaminada de la zona de filtración y presentando la malla limpia al metal fundido.
Los elementos de diseño clave que hacen que esto funcione de manera fiable son:
- Estructura de tejido holandés inverso: El patrón RDW, con hilos de trama densamente empaquetados y fijados bajo la urdimbre, proporciona una alta resistencia a la tracción en la dirección de la máquina, aberturas de filtración precisas y estables, y resistencia a la deformación de la malla bajo cargas de presión cíclicas. Estas propiedades son esenciales para una cinta transportadora que funciona continuamente bajo tensión a través de un mecanismo de cambio de filtros.
- Bordes cortados con precisión: La correa debe cortarse al ancho exacto del canal del cambiador de filtros. Incluso una desviación de 1 a 2 mm provoca que el material fundido se desvíe por los bordes de la correa, contaminándola y acelerando su desgaste.
- Suministro en rollo: Las correas se suministran en rollos de hasta 100 metros. Los rollos más largos implican menos cambios y un mayor tiempo de funcionamiento ininterrumpido.
- Grado del material compatible con el polímero: El acero inoxidable 304 estándar es adecuado para la mayoría de los procesos de reciclaje de PE, PP y PET. El acero inoxidable 316L se especifica para líneas de reciclaje de PVC o cualquier aplicación que involucre aditivos clorados o agentes de limpieza de alta temperatura.
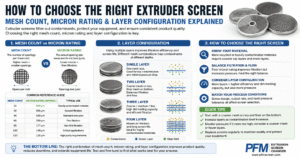
Clasificaciones de micras recomendadas para flujos comunes de polímeros reciclados
Seleccionar el tamaño de partícula adecuado es la decisión más importante para una línea de reciclaje. Si es demasiado fino, la cinta se obstruye rápidamente, consumiendo la longitud del rollo con rapidez y aumentando los costos operativos. Si es demasiado grueso, los contaminantes pasan a través de la cinta, lo que degrada la calidad del producto final.
El punto de partida adecuado depende del tipo de polímero, del nivel de contaminación de la materia prima y de las especificaciones de calidad del producto final.
| Flujo de material | Nivel de contaminación | Rango de micras recomendado | Notas |
|---|---|---|---|
| rPE posconsumo (film, bolsas) | Alto | 200–400 µm | Alta acumulación de suciedad proveniente de residuos domésticos mixtos; una clasificación más gruesa prolonga la vida útil de la cinta transportadora y reduce los costos operativos. |
| rPP posconsumo (embalaje rígido) | Medio-alto | 150–300 µm | Los residuos de adhesivo y pigmento en las etiquetas son comunes; 200 µm es un punto de partida práctico. |
| rPET (escamas transparentes para botellas) | Medio | 100–200 µm | Requiere una filtración más fina para cumplir con los estándares de calidad para uso alimentario y en fibras; 150 µm es lo típico. |
| rPET (mezclado o coloreado) | Medio-alto | 150–250 µm | Mayor carga de contaminantes proveniente de botellas de color y opacas; equilibrar la finura de la filtración con la tasa de consumo de la cinta transportadora. |
| Recortes y desechos de PE/PP postindustriales | Bajo | 80–150 µm | Materia prima limpia y bien caracterizada; una clasificación más fina mejora la calidad de los pellets para aplicaciones exigentes. |
| Plásticos rígidos mixtos (HDPE, PP, ABS) | Alto | 250–400 µm | Contaminación muy variable; una clasificación más gruesa es esencial para evitar la carga rápida de la cinta transportadora. |
| Corrientes que contienen caucho | Alto | 200–400 µm | Las partículas de caucho y los fragmentos reticulados requieren una filtración más gruesa para evitar obstrucciones inmediatas. |
Orientación práctica: Si va a instalar una nueva línea o cambiar de materia prima, comience con una granulometría más gruesa de la que prevé necesitar. Monitoree la presión diferencial y el consumo de la cinta durante la primera producción. Si la calidad del material fundido cumple con las especificaciones y el consumo de la cinta es manejable, puede evaluar la posibilidad de usar una granulometría más fina. Ir en la dirección opuesta —de demasiado fina a más gruesa— siempre implica un aumento en la longitud del rodillo y un mayor tiempo de inactividad.
Comparación de costos operativos: Cinta continua frente a sistema de cribado en una línea de reciclaje
El costo por metro de una cinta filtrante continua es mayor que el costo por unidad de un paquete de filtros planos. Esta comparación es engañosa, ya que ignora los verdaderos factores que influyen en el costo operativo de una línea de reciclaje de residuos contaminados.
Consideremos una línea típica de PE o rPP posconsumo que funciona a 400–600 kg/h con un nivel de contaminación de moderado a alto:
| Factor de costo | Sistema de paquete de pantallas | Sistema de cinta continua |
|---|---|---|
| Cambios de pantalla por turno | 4–8 (cada 1–2 horas) | 0–1 (solo cambio de rodillo de la cinta) |
| Tiempo de inactividad por cambio | 20–40 minutos | Menos de 5 minutos (cambio de rollo) |
| Mano de obra requerida | Operador dedicado por cambio | Mínimo: la cinta avanza automáticamente |
| Pérdida de material de purga por cambio | 5–20 kg | Casi cero |
| consistencia de la presión | Cíclico: alcanza su punto máximo antes de cada cambio. | Estable: medios de comunicación siempre actualizados en contacto. |
| consistencia en la calidad de salida | Se degrada hacia el final de cada ciclo de pantalla. | Consistente a lo largo de toda la producción. |
El tiempo de producción recuperado al eliminar los cambios manuales de filtros suele ser el factor de coste dominante. En operaciones de reciclaje de alta producción que funcionan entre 16 y 24 horas al día, la recuperación de la inversión al cambiar a un sistema de cambio continuo de filtros se suele medir en meses, no en años.
Especificar el ancho correcto de la correa
El ancho de la cinta debe coincidir exactamente con el ancho del canal del filtro del cambiador de filtros. Esta es una especificación específica de la máquina, no una opción. Los anchos comunes en aplicaciones de reciclaje incluyen 97 mm, 120 mm, 150 mm y 200 mm, que corresponden a las principales marcas de cambiadores de filtros continuos (Erema, Gneuss, Ettlinger, Nordson BKG, Kreyenborg).
Si necesita correas de repuesto para una máquina existente, el ancho correcto se especifica en el manual del cambiador de filtros. Si ya no tiene el manual, el ancho suele estar grabado o indicado en la carcasa de la máquina, cerca de la entrada del filtro. También puede enviarnos la marca y el modelo de la máquina; así podremos confirmar el ancho correcto antes de que realice el pedido.
En las líneas que se están diseñando o actualizando, una cinta más ancha generalmente significa una mayor superficie de filtración, una menor caída de presión por unidad de área y una menor velocidad de avance de la cinta, todo lo cual reduce el consumo de la cinta y el coste operativo a un alto rendimiento.
Resumen: Criterios clave de selección para líneas de reciclaje
Antes de especificar una cinta filtrante continua para una aplicación de reciclaje de plástico, confirme lo siguiente:
- Ancho de la correa: Coincide exactamente con el ancho del canal del cambiador de pantallas (verificar en el manual de la máquina o en la marca del cuerpo de la máquina).
- Clasificación en micrones: Seleccionado en función del tipo de polímero, el nivel de contaminación de la materia prima y el objetivo de calidad de salida: comenzar con un valor más grueso y refinarlo en función de los datos operativos.
- Tipo de tejido: Tejido holandés inverso (RDW) para todas las aplicaciones de cambio continuo de pantallas.
- Grado del material: Acero inoxidable 304 para el reciclaje estándar de PE, PP y PET; acero inoxidable 316L para PVC o líneas que utilizan agentes de limpieza agresivos.
- Longitud del rollo: Maximice la longitud del rollo en relación con su ancho: los rollos más largos implican menos cambios y un tiempo de funcionamiento más ininterrumpido.
Vea nuestra Gama completa de especificaciones de la cinta de filtro continua, incluyendo anchos de 50–300 mm y clasificaciones de micras de 35–400 µm. Para aplicaciones de líneas de reciclaje con desafíos de contaminación específicos, Contáctanos En función del tipo de materia prima, el rendimiento y la frecuencia actual de cambio de filtros, le recomendaremos la especificación más rentable para su línea de producción.