O mercado de plásticos reciclados está crescendo rapidamente. Avaliado em mais de 1,4 trilhão de libras esterlinas em 2025 e com projeção de alcançar mais de 1,4 trilhão de libras esterlinas até 2033, o setor está sendo impulsionado por regulamentações vinculativas sobre conteúdo reciclado na UE e nos EUA, pela crescente demanda por rPET de grau alimentício e pelos compromissos de sustentabilidade corporativa de grandes marcas. Somente os produtores da UE precisarão obter cerca de 5,4 milhões de toneladas de rPE, rPP e rPET anualmente até 2030, de acordo com o Regulamento de Embalagens e Resíduos de Embalagens.
O desafio é que aumentar a capacidade de reciclagem não é apenas um problema de logística. É fundamentalmente um problema de filtragem.
Os resíduos plásticos pós-consumo são altamente contaminados com fibras de papel, resíduos de adesivo, pigmentos, polímero degradado, umidade e partículas estranhas. O processamento dessa matéria-prima em uma linha de extrusão exerce uma enorme pressão sobre o sistema de filtração do material fundido. Linhas que dependem de filtros planos tradicionais — substituídos manualmente — têm dificuldade em manter a produtividade quando os níveis de contaminação são altos. O resultado são paradas frequentes, trocas de formato trabalhosas, instabilidade de pressão e qualidade inconsistente do produto final.
As correias filtrantes contínuas, utilizadas em trocadores automáticos de telas, são a solução mais procurada pelas operações de reciclagem de alto volume. Este artigo explica por que a filtração por fusão é tão crucial nas linhas de reciclagem, o que torna as correias contínuas eficazes e como especificar a correia adequada para o seu fluxo de material.
Por que a filtração por fusão é imprescindível na reciclagem de plástico
Na extrusão de polímeros virgens, a filtração do estado fundido é relativamente simples. A matéria-prima é consistente, os níveis de contaminação são baixos e os conjuntos de telas podem funcionar por longos períodos antes de precisarem ser substituídos.
O plástico reciclado é fundamentalmente diferente. Os fluxos pós-consumo — filme PE, garrafas PET, embalagens PP, recipientes rígidos mistos — carregam contaminantes que não podem ser removidos apenas com lavagem. Resíduos de adesivo de rótulos, fragmentos de polímero degradados, partículas de borracha, fibras de papel, pedaços de folha de alumínio e aglomerados não fundidos entram no fluxo de material fundido e devem ser capturados antes que o material fundido chegue à matriz.
As consequências da filtração inadequada são diretas e mensuráveis:
- Defeitos no gel e manchas pretas em produtos de filme e folha, tornando-os inadequados para aplicações de embalagem.
- Bloqueio da fieira em linhas de fibras e não tecidos, causando paradas na linha e danos ao equipamento.
- picos de pressão a jusante de uma tela entupida, tensionando o parafuso, o cilindro e a matriz.
- Homogeneidade da fusão degradada, produzindo resultados com propriedades mecânicas inconsistentes
- Perda da elegibilidade para certificação de grau alimentício, eliminando o mercado de maior valor para resina reciclada
A qualidade da filtração também é cada vez mais uma exigência comercial, e não apenas um parâmetro de processo. Os compradores de rPET, rPP e rHDPE estão tornando as especificações mais rigorosas. Aplicações em contato com alimentos exigem pureza comprovada. Proprietários de marcas que compram grânulos reciclados para embalagens exigem consistência entre os lotes. Recicladores que não conseguem atender a essa exigência enfrentam pressão para redução de preços ou até mesmo a perda total de contratos.
O problema do tempo de inatividade: por que os filtros de tela falham nas linhas de reciclagem?
Os filtros de tela plana tradicionais — discos de malha de arame trançado ou filtros retangulares fixados em um trocador de telas tipo placa deslizante ou parafuso — funcionam bem com material virgem. Com matéria-prima reciclada altamente contaminada, eles falham por um motivo fundamental: entopem muito rapidamente.
Em uma linha de PE ou rPET pós-consumo, o conjunto de telas de extrusão pode precisar ser trocado a cada 30 minutos a 2 horas, dependendo do nível de contaminação. Cada troca exige que o operador pare a extrusora, resfrie a matriz, remova a tela contaminada, insira uma nova, purgue o sistema e reinicie. Em uma operação 24 horas por dia, 7 dias por semana, esse ciclo resulta em várias horas de perda de produção por turno, custos significativos de mão de obra e desperdício substancial de material na purga.
A análise econômica é simples. Uma linha de reciclagem operando a 500 kg/h, com duas paradas de 30 minutos por turno, perde 500 kg de produção diariamente. Considerando um valor de pellet de $0,80–$1,20/kg para rPP ou rPE, isso representa uma perda de produção diária de $400–$600, antes de contabilizar energia, mão de obra e material de purga.
Os trocadores contínuos de tela com filtros de correia resolvem esse problema pela raiz. A correia avança automaticamente — acionada por um sensor de pressão diferencial — de modo que o meio filtrante esteja sempre em contato com o material fundido. Os operadores carregam um novo rolo quando o atual se esgota, uma tarefa que normalmente leva menos de cinco minutos e não exige a interrupção da linha de produção.
Como funcionam as correias de filtro contínuo

A correia de filtro contínuo É um rolo de tela metálica trançada — geralmente construída em um padrão de trama holandesa reversa (RDW) com fio de aço inoxidável — que alimenta um trocador de tela contínuo. À medida que a tela passa pela zona de filtração, ela intercepta os contaminantes do fluxo de metal fundido. Quando a pressão na tela ultrapassa um limite predefinido, o trocador automaticamente a inclina para a frente, movendo a tela contaminada para fora da zona de filtração e apresentando a tela limpa ao metal fundido.
Os principais elementos de design que garantem o funcionamento confiável são:
- Estrutura do tecido holandês invertido: O padrão RDW — com fios de trama compactados e presos sob a urdidura — proporciona alta resistência à tração na direção da máquina, aberturas de filtragem precisas e estáveis e resistência à distorção da malha sob carga de pressão cíclica. Essas propriedades são essenciais para uma correia que opera continuamente sob tensão em um mecanismo de troca de telas.
- Bordas com corte de precisão: A correia deve ser cortada na largura exata para o canal do trocador de telas. Mesmo um desvio de 1 a 2 mm causa desvio de material fundido nas bordas da correia, contaminando o material filtrado e acelerando o desgaste da correia.
- Fornecimento de formulários em rolo: As correias são fornecidas em rolos de até 100 metros. Rolos mais longos significam menos trocas e maior tempo de operação ininterrupta.
- Grau de material compatível com o polímero: O aço inoxidável 304 padrão é adequado para a maioria dos processos de reciclagem de PE, PP e PET. O aço inoxidável 316L é especificado para linhas de reciclagem de PVC ou qualquer aplicação que envolva aditivos contendo cloro ou agentes de limpeza de alta temperatura.
Classificações de mícron recomendadas para fluxos comuns de polímeros reciclados
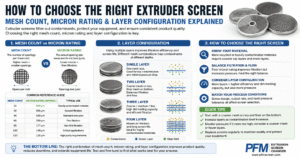
Selecionar a granulometria correta é a decisão mais crítica em termos de especificação para uma linha de reciclagem. Se for muito fina, a correia entope rapidamente, consumindo o comprimento do rolo em pouco tempo e aumentando o custo operacional. Se for muito grossa, os contaminantes passam, degradando a qualidade do produto final.
O ponto de partida correto depende do tipo de polímero, do nível de contaminação da matéria-prima e da especificação de qualidade do produto final.
| Fluxo de Material | Nível de contaminação | Faixa de mícrons recomendada | Notas |
|---|---|---|---|
| rPE pós-consumo (filme, sacos) | Alto | 200–400 µm | Alto acúmulo de sujeira proveniente de resíduos domésticos mistos; classificação mais grossa prolonga a vida útil da correia e reduz o custo operacional. |
| rPP pós-consumo (embalagem rígida) | Médio-alto | 150–300 µm | Resíduos de adesivo e pigmento de etiquetas são comuns; 200 µm é um ponto de partida prático. |
| rPET (flocos de garrafa transparente) | Médio | 100–200 µm | Requer filtração mais fina para atender aos padrões de qualidade de grau alimentício e de grau de fibra; 150 µm é o valor típico. |
| rPET (misturado ou colorido) | Médio-alto | 150–250 µm | Maior carga de contaminantes provenientes de garrafas coloridas e opacas; equilibrar a finura da filtração com a taxa de consumo da correia. |
| Aparas e rejeitos de PE/PP pós-industriais | Baixo | 80–150 µm | Matéria-prima limpa e bem caracterizada; classificação mais fina melhora a qualidade dos grânulos para aplicações exigentes. |
| Plásticos rígidos mistos (HDPE, PP, ABS) | Alto | 250–400 µm | Contaminação altamente variável; classificação mais grosseira é essencial para evitar o carregamento rápido da correia. |
| Correntes contendo borracha | Alto | 200–400 µm | Partículas de borracha e fragmentos reticulados exigem filtração mais grosseira para evitar bloqueio imediato. |
Orientações práticas: Se estiver a instalar uma nova linha de produção ou a mudar a matéria-prima, comece com uma granulometria mais grossa do que a que prevê necessitar. Monitorize a diferença de pressão e a taxa de consumo da correia durante a primeira produção. Se a qualidade da massa fundida cumprir as especificações e o consumo da correia for controlável, pode avaliar a possibilidade de utilizar uma granulometria mais fina. A mudança na direção oposta — de uma granulometria demasiado fina para uma mais grossa — implica sempre custos adicionais em maior comprimento do rolo e tempo de inatividade.
Comparação de custos operacionais: esteira contínua versus peneiramento em uma linha de reciclagem
O custo por metro de uma correia filtrante contínua é maior do que o custo por unidade de um filtro de tela plana. Essa comparação é enganosa, pois ignora os verdadeiros fatores que influenciam o custo operacional em uma linha de reciclagem de materiais contaminados.
Considere uma linha típica de PE ou rPP pós-consumo operando a 400–600 kg/h com contaminação moderada a alta:
| Fator de custo | Sistema Screen Pack | Sistema de correia contínua |
|---|---|---|
| Trocas de tela por turno | 4–8 (a cada 1–2 horas) | 0–1 (somente troca de rolo da correia) |
| Tempo de inatividade por alteração | 20 a 40 minutos | Menos de 5 minutos (troca de rolo) |
| Mão de obra necessária | Operador dedicado por troca | Minimalista — a correia avança automaticamente |
| Perda de material de purga por alteração | 5–20 kg | Próximo de zero |
| consistência da pressão | Cíclico — picos antes de cada mudança | Estável — mídia sempre atualizada em contato. |
| consistência da qualidade da produção | A qualidade se deteriora no final de cada ciclo de tela. | Consistente em toda a produção. |
O tempo de produção recuperado com a eliminação das trocas manuais de telas é normalmente o fator de custo dominante. Para operações de reciclagem de alto volume, funcionando de 16 a 24 horas por dia, o retorno do investimento na adoção de um sistema de troca contínua de telas geralmente é medido em meses, não em anos.
Especificando a largura correta da correia
A largura da correia deve corresponder exatamente à largura do canal do filtro do trocador de telas. Esta é uma especificação específica da máquina — não uma opção. As larguras comuns em aplicações de reciclagem incluem 97 mm, 120 mm, 150 mm e 200 mm, correspondentes às principais marcas de trocadores de telas contínuos (Erema, Gneuss, Ettlinger, Nordson BKG, Kreyenborg).
Se você estiver procurando correias de reposição para uma máquina existente, a largura correta está especificada no manual do trocador de telas. Caso não possua mais o manual, a largura geralmente está gravada ou etiquetada no corpo da máquina, próximo à entrada do filtro. Enviar-nos a marca e o modelo da máquina também é suficiente — podemos confirmar a largura correta antes de você fazer o pedido.
Para linhas em fase de projeto ou modernização, uma correia mais larga geralmente significa uma área de filtração maior, menor perda de pressão por unidade de área e uma taxa de avanço da correia mais lenta — fatores que reduzem o consumo da correia e o custo operacional em altas taxas de produção.
Resumo: Critérios-chave de seleção para linhas de reciclagem
Antes de especificar uma correia filtrante contínua para uma aplicação de reciclagem de plástico, confirme o seguinte:
- Largura da correia: A largura do canal do trocador de tela corresponde exatamente à largura do canal do trocador de tela (verifique no manual da máquina ou na marcação no corpo da máquina).
- Classificação em mícrons: Selecionado com base no tipo de polímero, nível de contaminação da matéria-prima e meta de qualidade do produto final — comece com uma granulometria mais grossa e refine com base nos dados operacionais.
- Tipo de trama: Tecido holandês invertido (RDW) para todas as aplicações de troca contínua de telas.
- Grau de qualidade do material: Aço inoxidável 304 para reciclagem padrão de PE, PP e PET; aço inoxidável 316L para PVC ou linhas que utilizam agentes de limpeza agressivos.
- Comprimento do rolo: Maximize o comprimento do rolo para a largura desejada — rolos mais longos significam menos trocas e mais tempo de operação ininterrupto.
Veja o nosso gama completa de especificações de correias de filtro contínuo, incluindo larguras de 50 a 300 mm e classificações de mícron de 35 a 400 µm. Para aplicações em linhas de reciclagem com desafios específicos de contaminação, Contate-nos Com base no tipo de matéria-prima, na capacidade de produção e na frequência atual de troca de telas, recomendaremos a especificação mais econômica para sua linha.