Escolher a tela de extrusão errada é um dos erros mais comuns — e mais dispendiosos — na extrusão de polímeros. Uma malha muito fina permite a passagem de contaminantes, danificando os equipamentos subsequentes. Uma tela muito fina cria uma queda de pressão excessiva, reduz a vazão e diminui a vida útil do filtro. Acertar na especificação desde o início economiza material, tempo e custos operacionais.
Este guia aborda todos os fatores que você precisa considerar: contagem de malha, classificação em mícrons, configuração de camadas, tipo de pacote de telas, material e compatibilidade com o equipamento. Ao final, você terá uma estrutura clara para selecionar a tela de extrusão correta para qualquer polímero, qualquer processo e qualquer trocador de telas.
O que é uma tela de extrusão?
Uma tela de extrusão (também chamada de filtro de extrusão, filtro de fusão ou filtro de extrusão) é um disco ou conjunto de malha metálica instalada em uma extrusora de polímeros, entre a ponta da rosca e a matriz, para filtrar contaminantes do plástico, borracha ou outros materiais poliméricos fundidos. Ela é mantida no lugar por uma placa de ruptura e funciona como a principal barreira de filtragem mecânica no processo de extrusão.
As telas da extrusora desempenham três funções principais:
- Filtração — remover contaminantes sólidos, como partículas não fundidas, aglomerados de negro de fumo, géis, fibras de madeira, fragmentos de metal e outros materiais estranhos do fluxo de fusão.
- Geração de contrapressão — criando resistência que promove a fusão completa, homogeneiza a massa fundida e estabiliza a saída da rosca
- homogeneização de fluxo — endireitar o fluxo rotacional que sai da rosca, transformando-o em um fluxo axial uniforme antes de entrar na matriz
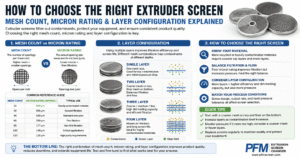
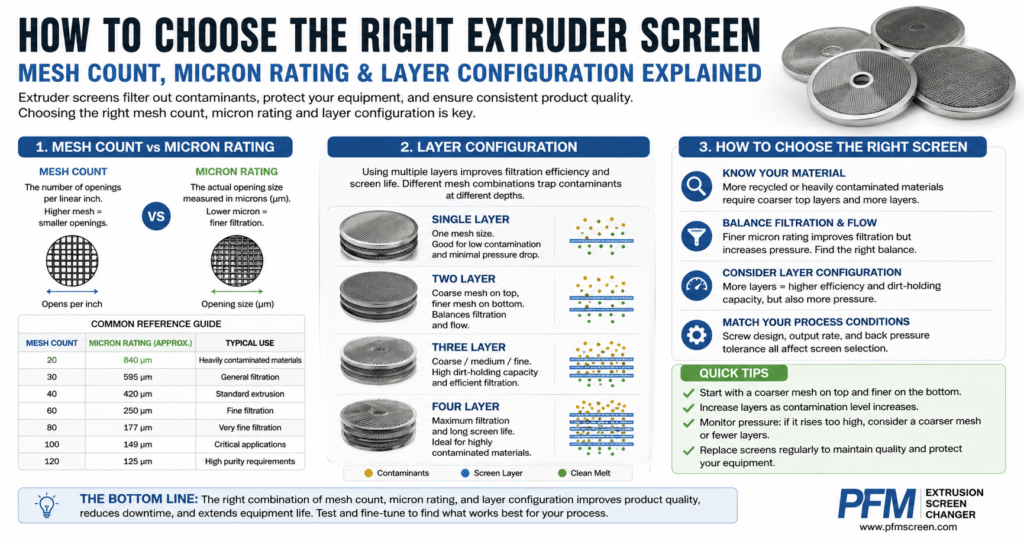
Passo 1: Compreenda a contagem de malha e a classificação em mícrons.
O que é a contagem de malha?
A contagem de malhas é o número de fios por polegada linear em uma tela de arame trançado. Uma tela de malha 20 tem 20 fios por polegada; uma tela de malha 200 tem 200 fios por polegada. Uma contagem de malhas maior significa um espaçamento mais fino entre os fios e, portanto, aberturas menores entre eles.
O que é a classificação em mícrons?
A classificação em mícrons (μm) refere-se ao tamanho nominal da abertura — o tamanho da abertura quadrada entre os fios, medido em micrômetros (mícrons). Um mícron equivale a um milésimo de milímetro. Uma tela com uma abertura de 150 mícrons reterá partículas maiores que aproximadamente 150 μm.
Qual a relação entre a contagem de malha e a classificação em mícrons?
O tamanho da abertura depende tanto da contagem de malhas quanto do diâmetro do fio. Duas telas podem ter a mesma contagem de malhas, mas tamanhos de abertura diferentes se os diâmetros dos fios forem diferentes. Por esse motivo, sempre especifique o tamanho da abertura em mícrons em vez de depender apenas da contagem de malha quando é necessária uma filtragem de precisão.
A tabela a seguir mostra a relação típica entre a contagem de malhas e o tamanho aproximado da abertura para telas metálicas de trama plana padrão:
| Contagem de malha (por polegada) | Abertura aproximada (microns) | Classe de Filtração | Uso típico |
|---|---|---|---|
| 10 – 20 | 840 – 2000 μm | Grosso | Camada de suporte/revestimento, pré-filtragem pesada de material reciclado |
| 20 – 40 | 420 – 840 μm | Grosso–Médio | Tubos de PE/PP, perfis, granulação reciclada |
| 40 – 80 | 200 – 420 μm | Médio | Extrusão de PE/PP/PVC de uso geral |
| 80 – 120 | 125 – 200 μm | Médio-fino | Filme soprado, filme fundido, extrusão de folhas |
| 120 – 200 | 75 – 125 μm | Multar | Filme óptico, filme técnico, composição |
| 200 – 325 | 45 – 75 μm | Muito bom | Fiação de fibra PET, filamento PA, filme especial |
| 325 – 500 | 25 – 45 μm | Ultra Fino | Aplicações ópticas de alta transparência, polímeros especiais |
Passo 2: Determine a finura de filtração necessária
Por Polímero e Aplicação
A finura de filtração correta é determinada pelo nível de limpeza exigido no produto final, pelo nível de contaminação na matéria-prima e pela tolerância dos equipamentos subsequentes (matrizes, fieiras, superfícies dos rolos) à contaminação. A tabela abaixo fornece recomendações iniciais:
| Aplicativo | Polímero | Finura recomendada | Notas |
|---|---|---|---|
| Extrusão de tubos e perfis | PVC, HDPE, PP-R | 40 – 80 mesh (200 – 420 μm) | É necessária maior resistência à pressão para o PVC. |
| Filme soprado / filme fundido | LLDPE, LDPE, PP | 80 – 150 mesh (100 – 200 μm) | O controle do gel é crucial para filmes finos. |
| extrusão de chapas | PET, PS, PP | 80 – 120 mesh (125 – 200 μm) | A qualidade da superfície exige filtração consistente. |
| Fiação de fibras e filamentos | PET, PA, PP | 200 – 325 mesh (45 – 75 μm) | A proteção da boina é o principal fator determinante. |
| Granulação — resina virgem | PP, PE, ABS | 40 – 80 mesh (200 – 420 μm) | Baixa contaminação; foco na produtividade. |
| Granulação — material reciclado | Remoção mista | 20 – 60 mesh (250 – 840 μm) | Alta contaminação; embalagens multicamadas essenciais |
| Masterbatch e formulação | PE, PP + cargas | 60 – 120 mesh (125 – 250 μm) | Partículas de enchimento podem obstruir rapidamente as telas finas. |
| extrusão de polímeros de engenharia | TPU, PA, POM, PEEK | 100 – 200 mesh (75 – 150 μm) | Materiais resistentes à corrosão são frequentemente necessários. |
| extrusão de borracha | EPDM, silicone, NR | 20 – 60 mesh (250 – 840 μm) | Alta viscosidade requer menor queda de pressão |
Por tipo de contaminação
A natureza da contaminação também influencia a seleção da tela. Contaminantes inorgânicos duros (partículas de metal, areia, vidro) exigem uma malha de filtração fina para evitar danos à matriz. Contaminantes orgânicos macios (polímero não fundido, géis, depósitos de carbono) exigem uma malha fina o suficiente para retê-los, mas grossa o suficiente para evitar o entupimento rápido. Em fluxos de material reciclado altamente contaminados, recomenda-se sempre uma camada de pré-filtro grossa a montante da camada de filtração fina.
Passo 3: Escolha o tipo de pacote de tela correto
Uma vez determinada a finura da filtração, a próxima decisão é o formato físico do conjunto de telas. Os cinco tipos principais são adequados para diferentes configurações de equipamentos e requisitos de produção.
Conjuntos de telas extrusoras soldadas
Múltiplas camadas de tela são soldadas por pontos nas bordas para formar um conjunto estável e integrado. As camadas são unidas sem uma estrutura, contando com a placa de separação para suporte das bordas. Os conjuntos soldados são o tipo mais utilizado globalmente, adequados para trocadores de tela manuais, de placa deslizante e de pistão. São econômicos, fáceis de manusear e estão disponíveis na mais ampla gama de tamanhos e combinações de telas.
Pacotes de telas de extrusão emolduradas
Um anel externo rígido de alumínio ou aço inoxidável é adicionado ao redor do conjunto da tela. A estrutura proporciona um controle dimensional preciso, melhora a vedação das bordas contra a placa de ruptura e torna a instalação mais rápida e confiável. Os conjuntos com estrutura são preferidos em aplicações de alta pressão, em processos onde o desalinhamento da tela leva a defeitos de qualidade e onde a eficiência no manuseio pelo operador é importante.
Pacotes de telas plissadas para extrusora
Antes da montagem, a malha é dobrada em uma configuração plissada, aumentando a área de filtração efetiva em um fator de 3 a 5 em comparação com uma tela plana do mesmo diâmetro externo. Os conjuntos plissados proporcionam uma queda de pressão significativamente menor com a mesma vazão, intervalos de manutenção mais longos entre as trocas de tela e melhor desempenho na filtração de malha fina, onde as telas planas entopem rapidamente. São a escolha preferida para aplicações com fibras de PET, PA e filmes de alto valor agregado.
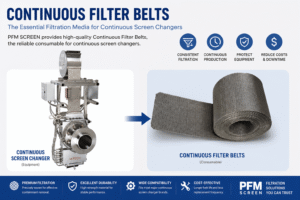
Correias de filtro contínuo
Em vez de uma tela em formato de disco, um rolo contínuo de malha de arame trançado é alimentado através de um trocador de telas tipo correia. A correia avança automaticamente à medida que a contaminação se acumula, proporcionando filtração ininterrupta sem paradas na produção. Correias contínuas são utilizadas em linhas de alta produção onde a troca manual de telas causaria tempo de inatividade inaceitável, como em linhas de filme soprado de PE de alta velocidade e linhas de reciclagem pós-consumo.
Telas cilíndricas para extrusoras
Um elemento de malha cilíndrica é utilizado em carcaças de filtros de vela e conjuntos de filtros de fiação. A grande superfície de filtração cilíndrica proporciona uma capacidade de retenção de sujidade muito elevada e uma distribuição de fluxo uniforme. As telas cilíndricas são padrão na fiação de fibras PET e noutras aplicações que utilizam sistemas de filtração por fusão com filtros de vela.
Passo 4: Selecione a configuração de camada correta
O desempenho de um filtro de tela depende não apenas da malha de filtragem, mas também das camadas de suporte ao seu redor. Uma configuração multicamadas distribui a carga mecânica, impede que a malha fina se deforme sob pressão e melhora a capacidade de retenção de sujeira.
Funções de camada
- Camada de suporte (granulometria grossa, por exemplo, malha 20-40) — Proporciona rigidez estrutural e evita a deformação da camada de filtração fina sob pressão de fusão. Colocado no lado a jusante (matriz) do conjunto.
- Camada de pré-filtração (meio, por exemplo, 40–80 mesh) — captura contaminantes maiores antes que eles atinjam a camada de filtração fina, prolongando significativamente a vida útil.
- Camada de filtração (fina, por exemplo, malha 100–325) — o elemento de filtração primário que determina o tamanho real da partícula retida.
- Camada de distribuição (média, opcional) — posicionado no lado a montante para distribuir o fluxo de material fundido uniformemente pela camada de filtração e evitar a formação de canais.
Guia de Configuração de Camadas
| Configuração | Pilha de camadas típica (a montante → a jusante) | Ideal para |
|---|---|---|
| Camada única | 1× malha de filtração | Filtração grosseira de baixa pressão, teste |
| 2 camadas | Filtragem + suporte | Processos simples, pressões moderadas |
| 3 camadas (mais comum) | Pré-filtro + filtragem + suporte | Extrusão geral, filme soprado, tubos, granulação |
| 4 camadas | Pré-filtro + filtração + intermediário + suporte | Aplicações de alta pressão, materiais reciclados |
| 5 camadas ou mais | Distribuição + pré-filtro + filtração fina + intermediário + suporte | Filtração fina (fibra, filme óptico), matérias-primas altamente contaminadas |
A configuração padrão de 3 camadas — pré-filtro grosso / malha de filtração fina / camada de suporte grossa — é o ponto de partida correto para a maioria das aplicações gerais de extrusão. Recomenda-se a utilização de configurações de 4 ou 5 camadas quando as pressões de operação excederem 250 bar, quando a malha de filtração for mais fina que 100 mesh ou quando os níveis de contaminação da matéria-prima forem elevados.
Passo 5: Ajuste as dimensões da tela ao seu equipamento
Mesmo a melhor especificação de tela é inútil se a tela não se encaixar corretamente. Incompatibilidades dimensionais causam desvio do material fundido ao redor da tela, distribuição desigual de pressão e falha prematura da vedação. Ao especificar as dimensões da tela da extrusora, os seguintes parâmetros devem ser confirmados:
- Diâmetro externo (DE) — deve corresponder precisamente ao diâmetro do disco de ruptura. Os tamanhos comuns variam de 20 mm a mais de 400 mm, mas tamanhos não padronizados são frequentes em equipamentos mais antigos ou fabricados sob encomenda.
- Diâmetro interno (DI) — relevante para telas tipo anel ou emolduradas; deve estar livre do poste central da placa de disjuntor, se presente.
- Grossura — determinado pelo número de camadas e diâmetros dos fios; deve encaixar na profundidade do assento da tela sem folgas ou compressão excessiva.
- Material da armação e tipo de anel — As armações de alumínio são padrão para temperaturas moderadas; anéis de aço inoxidável são necessários acima de 280°C ou em ambientes corrosivos.
Para trocadores de tela (tipo placa deslizante, pistão ou correia contínua), sempre confirme o formato de tela exigido pelo fabricante do trocador. Alguns trocadores de tela requerem telas com formatos de recorte, entalhes ou acabamentos de borda específicos. A PFM SCREEN fornece telas compatíveis com todas as principais marcas de trocadores de tela, incluindo Nordson BKG, Kreyenborg, Gneuss, Maag e Ettlinger.
Passo 6: Selecione o material de malha adequado
Para a maioria das aplicações padrão de extrusão de polímeros — PE, PP, PET, PVC, ABS, PS em temperaturas abaixo de 300°C — aço inoxidável 316L O aço inoxidável 316L é a escolha correta. Ele oferece excelente resistência à corrosão, boa resistência à tração em altas temperaturas e compatibilidade com praticamente todos os termoplásticos padrão. O aço inoxidável 304 é uma alternativa com boa relação custo-benefício, especialmente quando a resistência à corrosão ligeiramente inferior em comparação com o 316L é aceitável.
Materiais especiais são necessários nos seguintes casos:
- Polímeros halogenados (PVC, PVDF, PTFE) — estes liberam HCl ou HF durante o processamento, o que corrói o aço inoxidável padrão. Recomenda-se o uso de telas de liga de níquel, Monel ou Inconel.
- Polímeros de engenharia para altas temperaturas (PEEK, PPS, acima de 350°C) — O Inconel 600 ou 625 oferece resistência superior à oxidação em temperaturas extremas.
- Compostos com carga abrasiva (PA com carga de vidro, PP com carga mineral) — Materiais de fio mais resistentes ou diâmetro de fio maior melhoram a resistência à abrasão e prolongam a vida útil.
- Aplicações para contato com alimentos — É necessário o uso de aço inoxidável 316L; todos os materiais devem estar em conformidade com os regulamentos aplicáveis ao contato com alimentos (FDA, EU 10/2011).
Um guia detalhado para a seleção de materiais para telas de extrusoras é abordado em um artigo separado desta série.
Erros comuns na seleção de telas de extrusão
- Especificar a contagem de malhas sem o tamanho da abertura. — A contagem de malhas por si só não define a finura da filtração. Sempre especifique a abertura em mícrons para aplicações de precisão.
- Utilizando uma tela de camada única sob alta pressão. — Uma única camada de malha fina sem suporte irá deformar-se ou romper-se sob pressão de fusão acima de aproximadamente 150 bar. Utilize sempre uma camada de suporte.
- Utilizar uma malha muito fina para materiais reciclados. — As telas finas entopem rapidamente ao processar material reciclado altamente contaminado. Comece com um pré-filtro mais grosso e use um filtro multicamadas para prolongar a vida útil.
- Ignorando as tolerâncias dimensionais — mesmo uma discrepância de 0,5 mm no diâmetro externo pode causar desvio de material fundido. Sempre meça o diâmetro interno da placa de ruptura diretamente, em vez de confiar nas especificações nominais do equipamento.
- Selecionar o material com base apenas no custo — O uso de SS304 em aplicações com polímeros halogenados ou de uma tela de aço inoxidável padrão em temperaturas extremas leva à falha rápida da tela, contaminação da massa fundida e possíveis danos ao equipamento.
Guia de referência rápida: Resumo da seleção da tela do extrusor
| Parâmetro | O que especificar | Considerações importantes |
|---|---|---|
| Finura da filtração | Tamanho da abertura em mícrons | Com base no polímero, nível de contaminação e requisitos de qualidade do produto. |
| Tipo de pacote de tela | Soldado / emoldurado / plissado / cinto / cilíndrico | Determinado pelo tipo de trocador de tela e pelos requisitos de saída. |
| Configuração de camadas | Número de camadas + contagem de malhas por camada | Comece com 3 camadas; passe para 4 ou 5 para alta pressão ou filtração fina. |
| Dimensões | Diâmetro externo, diâmetro interno (se aplicável), espessura | Meça diretamente o diâmetro do furo da placa de quebra; confirme o formato do trocador de tela. |
| Material | Liga metálica de malha de arame + material de estrutura/anel | Aço inoxidável 316L para a maioria das aplicações; ligas especiais para polímeros corrosivos ou de temperatura extrema. |
Conclusão
A seleção da tela de extrusão é uma decisão complexa que afeta diretamente a qualidade da massa fundida, a estabilidade do processo e o custo operacional. A abordagem correta consiste em definir primeiro a finura de filtração exigida pela aplicação, em seguida selecionar o tipo de tela e a configuração das camadas para atender aos requisitos de filtração e mecânicos e, finalmente, confirmar a compatibilidade dimensional e de material com o equipamento específico e o polímero a ser processado.
Caso tenha dúvidas sobre a especificação correta para o seu processo, a equipe técnica da PFM SCREEN pode auxiliar na seleção da tela com base no seu polímero, capacidade de produção, modelo do trocador de telas e requisitos de qualidade. Contate-nos Com os parâmetros do seu processo, recomendaremos a configuração ideal do conjunto de telas.
Para mais informações sobre telas de extrusão, consulte nossa linha completa de produtos: Telas e conjuntos de telas para extrusoras.