Choisir le mauvais filtre d'extrudeuse est l'une des erreurs les plus fréquentes — et les plus coûteuses — en extrusion de polymères. Un tamis trop fin laisse passer les contaminants et endommage les équipements en aval. À l'inverse, un tamis trop fin engendre une chute de pression excessive, réduit le débit et diminue la durée de vie du filtre. Un choix judicieux dès le départ permet de réaliser des économies de matériaux, de temps et de coûts d'exploitation.
Ce guide détaille tous les facteurs à prendre en compte : nombre de mailles, finesse de filtration (en microns), configuration des couches, type de tamis, matériau et compatibilité avec l’équipement. À la fin de votre lecture, vous disposerez d’un cadre clair pour choisir le tamis d’extrusion adapté à chaque polymère, procédé et changeur de tamis.
Qu'est-ce qu'un tamis d'extrudeuse ?
Un tamis d'extrusion (également appelé filtre à polymère fondu ou filtre d'extrusion) est un disque ou un ensemble de treillis métallique tissé installé dans une extrudeuse de polymères, entre la vis et la filière, afin de filtrer les contaminants présents dans le plastique, le caoutchouc ou d'autres polymères en fusion. Il est maintenu en place par une plaque de rupture et constitue la principale barrière de filtration mécanique lors du processus d'extrusion.
Les tamis d'extrusion remplissent trois fonctions principales :
- Filtration — élimination des contaminants solides tels que les particules non fondues, les agglomérats de noir de carbone, les gels, les fibres de bois, les fragments de métal et autres matières étrangères du flux de fusion
- génération de contre-pression — créant une résistance qui favorise une fusion complète, homogénéise le bain de fusion et stabilise le débit de la vis
- homogénéisation du flux — redresser le flux rotationnel sortant de la vis en un flux axial uniforme avant son entrée dans la filière
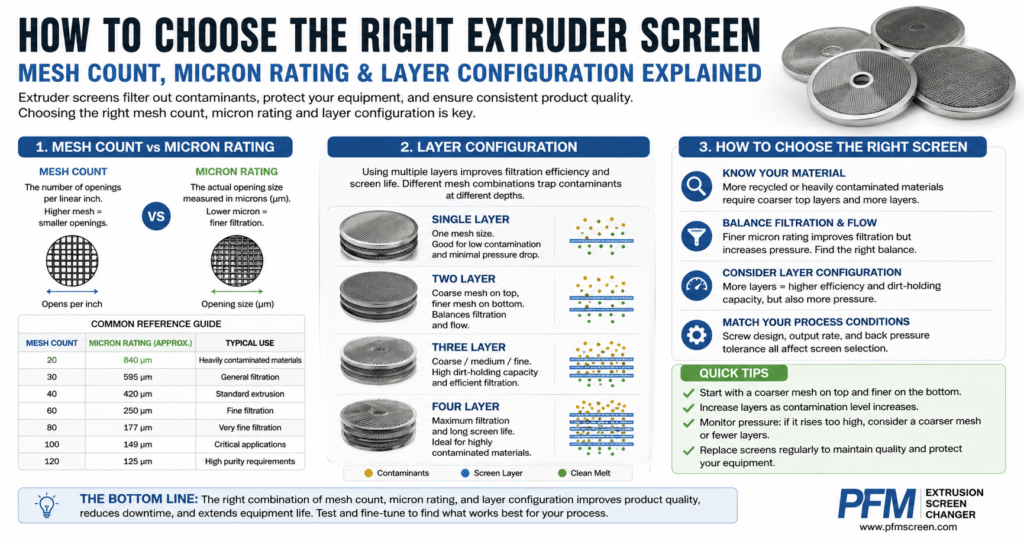
Étape 1 : Comprendre le nombre de mailles et la finesse de filtration (en microns)
Qu'est-ce que le nombre de mailles ?
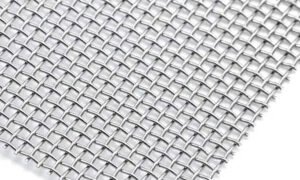
Le nombre de mailles correspond au nombre de fils par pouce linéaire dans un treillis métallique tissé. Un tamis de 20 mailles compte 20 fils par pouce ; un tamis de 200 mailles en compte 200. Plus le nombre de mailles est élevé, plus l’espacement entre les fils est fin et donc plus les ouvertures entre eux sont petites.
Qu'est-ce que le niveau de micronisation ?
La finesse de filtration (en microns, µm) correspond à la taille nominale de l'ouverture, c'est-à-dire la dimension de l'ouverture carrée entre les fils, mesurée en micromètres (microns). Un micron équivaut à un millième de millimètre. Un tamis avec une ouverture de 150 microns retiendra les particules supérieures à environ 150 µm.
Lien entre le nombre de mailles et la finesse de filtration (en microns)
La taille des ouvertures dépend à la fois du nombre de mailles et du diamètre du fil. Deux tamis peuvent avoir le même nombre de mailles mais des ouvertures différentes si le diamètre du fil diffère. C'est pourquoi il faut toujours préciser le nombre de mailles et le diamètre du fil. taille de l'ouverture en microns plutôt que de se fier uniquement au nombre de mailles lorsqu'une filtration de précision est requise.
Le tableau suivant présente la relation typique entre le nombre de mailles et la taille approximative des ouvertures pour un treillis métallique à armure toile standard :
| Nombre de mailles (par pouce) | Ouverture approximative (microns) | Classe de filtration | Utilisation typique |
|---|---|---|---|
| 10 – 20 | 840 – 2000 μm | Grossier | Couche de support / de fond, préfiltration lourde de broyé |
| 20 – 40 | 420 – 840 μm | Grossier–Moyen | Tuyaux en PE/PP, profilés, granulés recyclés |
| 40 – 80 | 200 – 420 μm | Moyen | Extrusion PE/PP/PVC à usage général |
| 80 – 120 | 125 – 200 μm | Moyen à fin | Film soufflé, film coulé, extrusion de feuilles |
| 120 – 200 | 75 – 125 μm | Bien | Film optique, film technique, compoundage |
| 200 – 325 | 45 – 75 μm | Très bien | Filage de fibres PET, filaments PA, films spéciaux |
| 325 – 500 | 25 – 45 μm | Ultra Fine | Applications optiques de haute clarté, polymères spéciaux |
Étape 2 : Déterminez la finesse de filtration requise
Par polymère et application
La finesse de filtration appropriée est déterminée par le niveau de propreté requis pour le produit final, le niveau de contamination de la matière première et la tolérance à la contamination des équipements en aval (filières, filières, surfaces des rouleaux). Le tableau ci-dessous fournit des recommandations initiales :
| Application | Polymère | Finesse recommandée | Notes |
|---|---|---|---|
| Extrusion de tubes et de profilés | PVC, PEHD, PP-R | 40 – 80 mesh (200 – 420 μm) | Une résistance à la pression plus élevée est nécessaire pour le PVC. |
| Film soufflé / film coulé | PEBDL, PEBD, PP | 80 – 150 mesh (100 – 200 μm) | Le contrôle du gel est essentiel pour les films minces. |
| Extrusion de tôle | PET, PS, PP | 80 – 120 mesh (125 – 200 μm) | La qualité de la surface exige une filtration constante |
| Filage de fibres et de filaments | PET, PA, PP | 200 – 325 mesh (45 – 75 μm) | La protection des filières est le principal facteur déterminant. |
| Granulation — résine vierge | PP, PE, ABS | 40 – 80 mesh (200 – 420 μm) | Faible contamination ; priorité au débit |
| Granulation — matériau recyclé | remoulu mélangé | 20 – 60 mesh (250 – 840 μm) | Forte contamination ; emballages multicouches indispensables |
| Mélanges-maîtres et composés | PE, PP + charges | 60 – 120 mesh (125 – 250 μm) | Les particules de remplissage peuvent obstruer rapidement les tamis fins. |
| Extrusion de polymères techniques | TPU, PA, POM, PEEK | 100 – 200 mesh (75 – 150 μm) | Des matériaux résistants à la corrosion sont souvent nécessaires |
| Extrusion de caoutchouc | EPDM, silicone, NR | 20 – 60 mesh (250 – 840 μm) | Une viscosité élevée nécessite une chute de pression plus faible |
Par type de contamination
La nature de la contamination influe également sur le choix du tamis. Les contaminants inorganiques durs (particules métalliques, sable, verre) nécessitent un tamis fin pour éviter d'endommager les matrices. Les contaminants organiques mous (polymères non fondus, gels, dépôts de carbone) nécessitent un tamis suffisamment fin pour les retenir, mais suffisamment grossier pour éviter un encrassement rapide. Dans les flux de matériaux recyclés fortement contaminés, une couche de préfiltration grossière est toujours recommandée en amont de la couche de filtration fine.
Étape 3 : Choisir le bon type de pack d’écran
Une fois la finesse de filtration déterminée, il faut ensuite choisir la forme physique du garnissage. Les cinq principaux types conviennent chacun à des configurations d'équipement et des exigences de production différentes.
Packs de tamis d'extrudeuse soudés
Plusieurs couches de tamis sont soudées par points sur leurs bords pour former un ensemble stable et intégré. L'assemblage se fait sans cadre, le support des bords étant assuré par la plaque de rupture. Les ensembles soudés sont les plus répandus au monde et conviennent aux changeurs de tamis manuels, à glissières et à pistons. Ils sont économiques, faciles à manipuler et disponibles dans une vaste gamme de tailles et de combinaisons de mailles.
Packs d'écrans d'extrudeuse encadrés
Un anneau extérieur rigide en aluminium ou en acier inoxydable est ajouté autour de la grille. Le cadre assure un contrôle dimensionnel précis, améliore l'étanchéité des bords contre la plaque de rupture et rend l'installation plus rapide et plus fiable. Les grilles encadrées sont privilégiées pour les applications à haute pression, les procédés où un mauvais alignement de la grille entraîne des défauts de qualité et lorsque l'efficacité de la manipulation par l'opérateur est primordiale.
Packs de tamis plissés pour extrudeuses
Avant l'assemblage, la toile est plissée, ce qui augmente la surface de filtration effective d'un facteur 3 à 5 par rapport à une toile plate de même diamètre extérieur. Les filtres plissés offrent une perte de charge nettement inférieure à débit égal, des intervalles de maintenance plus longs entre les changements de toile et de meilleures performances pour la filtration des mailles fines, là où les toiles plates s'encrassent rapidement. Ils sont le choix privilégié pour les applications liées aux fibres PET, au PA et aux films de haute valeur.
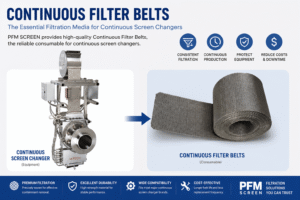
Bandes filtrantes continues
Au lieu d'un tamis en forme de disque, un rouleau continu de toile métallique tissée est alimenté par un changeur de tamis à bande. La bande avance automatiquement à mesure que les impuretés s'accumulent, assurant une filtration continue sans interruption de production. Les bandes continues sont utilisées sur les lignes à haut rendement où les changements manuels de tamis entraîneraient des temps d'arrêt inacceptables, comme sur les lignes de production de films PE soufflés à grande vitesse et les lignes de recyclage post-consommation.
Écrans d'extrusion cylindriques
Un élément filtrant cylindrique est utilisé dans les boîtiers de filtres à bougies et les ensembles de filtration par centrifugation. La grande surface de filtration cylindrique offre une capacité de rétention des impuretés très élevée et une distribution de flux uniforme. Les tamis cylindriques sont la norme dans le filage de fibres PET et d'autres applications utilisant des systèmes de filtration à bougies pour la fusion.
Étape 4 : Sélectionner la configuration de couche appropriée
Les performances d'un filtre dépendent non seulement de la maille filtrante, mais aussi des couches de support qui l'entourent. Une configuration multicouche répartit les contraintes mécaniques, empêche la déformation de la maille fine sous pression et améliore la capacité de rétention des impuretés.
Fonctions de couche
- Couche de support (grossière, par exemple, maille 20–40) — assure la rigidité structurelle et empêche la déformation de la fine couche de filtration sous la pression de fusion. Placé du côté aval (côté filière) du paquet.
- Couche de préfiltration (moyenne, par exemple, 40–80 mesh) — capture les contaminants les plus gros avant qu'ils n'atteignent la couche de filtration fine, prolongeant ainsi considérablement la durée de vie.
- Couche filtrante (fine, par exemple, 100–325 mesh) — l’élément de filtration primaire qui détermine la taille réelle des particules retenues.
- Couche de distribution (moyenne, optionnelle) — placé du côté amont pour répartir uniformément le flux de fonte sur la couche de filtration et éviter la canalisation.
Guide de configuration des couches
| Configuration | Pile de couches typique (amont → aval) | Idéal pour |
|---|---|---|
| couche unique | 1 maille filtrante | Tests de filtration grossière à basse pression |
| 2 couches | Filtration + support | Des procédés simples, des pressions modérées |
| 3 couches (la plus courante) | Préfiltre + filtration + support | Extrusion générale, film soufflé, tubes, granulation |
| 4 couches | Préfiltre + filtration + filtre intermédiaire + support | Applications à haute pression, matériaux recyclés |
| 5 couches et plus | Distribution + préfiltration + filtration fine + filtration intermédiaire + support | Filtration fine (fibres, films optiques), matières premières fortement contaminées |
La configuration standard à 3 couches (préfiltre grossier / tamis fin / support grossier) constitue le point de départ idéal pour la plupart des applications d'extrusion courantes. Il est recommandé d'opter pour une configuration à 4 ou 5 couches lorsque la pression de service dépasse 250 bars, lorsque la maille du tamis est inférieure à 100 mesh ou lorsque le taux de contamination de la matière première est élevé.
Étape 5 : Adaptez les dimensions de l’écran à votre équipement
Même les meilleures spécifications de tamis sont inutiles si le tamis n'est pas correctement ajusté. Un mauvais ajustement dimensionnel entraîne des fuites de matière fondue autour du tamis, une répartition inégale de la pression et une défaillance prématurée du joint. Lors du choix des dimensions du tamis d'extrudeuse, les paramètres suivants doivent être vérifiés :
- diamètre extérieur (DE) — doit correspondre précisément au diamètre de l'alésage de la plaque de rupture. Les dimensions courantes vont de 20 mm à plus de 400 mm, mais les dimensions non standard sont fréquentes sur les équipements anciens ou fabriqués sur mesure.
- Diamètre intérieur (DI) — concerne les écrans annulaires ou encadrés ; doit dégager le poteau central de la plaque de disjoncteur, le cas échéant.
- Épaisseur — déterminé par le nombre de couches et les diamètres des fils ; doit s'insérer dans la profondeur du siège de l'écran sans espace ni compression excessive.
- matériau du cadre et type d'anneau — Les cadres en aluminium sont la norme pour les températures modérées ; des anneaux en acier inoxydable sont nécessaires au-dessus de 280 °C ou dans les environnements corrosifs.
Pour les changeurs d'écrans (à plateau coulissant, à piston ou à courroie continue), vérifiez toujours le format d'écran requis par le fabricant. Certains changeurs d'écrans nécessitent des écrans avec des découpes, des encoches ou des traitements de bord spécifiques. PFM SCREEN fournit des écrans compatibles avec toutes les grandes marques de changeurs d'écrans, notamment Nordson BKG, Kreyenborg, Gneuss, Maag et Ettlinger.
Étape 6 : Sélectionner le matériau de maillage approprié
Pour la plupart des applications d'extrusion de polymères standard — PE, PP, PET, PVC, ABS, PS à des températures inférieures à 300 °C — acier inoxydable 316L L'acier inoxydable 316L est le matériau de choix. Il offre une excellente résistance à la corrosion, une bonne résistance à la traction à haute température et une compatibilité avec la quasi-totalité des thermoplastiques standards. L'acier inoxydable 304 constitue une alternative économique lorsque sa résistance à la corrosion légèrement inférieure à celle du 316L est acceptable.
Des matériaux spéciaux sont nécessaires dans les cas suivants :
- Polymères halogénés (PVC, PVDF, PTFE) Ces procédés libèrent du HCl ou du HF, qui corrodent l'acier inoxydable standard. L'utilisation de tamis en alliage de nickel, de Monel ou d'Inconel est recommandée.
- Polymères techniques haute température (PEEK, PPS, au-dessus de 350 °C) — L’Inconel 600 ou 625 offre une résistance supérieure à l’oxydation à des températures extrêmes.
- Composés chargés d'abrasifs (PA chargé de verre, PP chargé de minéraux) — Des matériaux de fil plus durs ou un diamètre de fil accru améliorent la résistance à l'abrasion et prolongent la durée de vie.
- Applications en contact avec les aliments — L’acier inoxydable SS316L est requis ; tous les matériaux doivent être conformes à la réglementation applicable en matière de contact alimentaire (FDA, UE 10/2011).
Un guide détaillé de sélection des matériaux pour les filtres d'extrudeuse est présenté dans un article distinct de cette série.
Erreurs courantes lors du choix des grilles d'extrusion
- Spécifier le nombre de mailles sans la taille de l'ouverture — Le nombre de mailles à lui seul ne définit pas la finesse de filtration. Pour les applications de précision, il est toujours nécessaire de spécifier l'ouverture en microns.
- Utilisation d'un écran monocouche à haute pression — Une seule couche à mailles fines sans support se déformera ou se rompra sous une pression de fusion supérieure à environ 150 bars. Utilisez toujours une couche de support.
- Utiliser un maillage trop fin pour des matériaux recyclés — Les tamis fins s'encrassent rapidement lors du traitement de broyés fortement contaminés. Commencez par un préfiltre plus grossier et utilisez un paquet multicouche pour prolonger sa durée de vie.
- Négliger les tolérances dimensionnelles — Même un écart de 0,5 mm sur le diamètre extérieur peut provoquer une fuite de fusion. Mesurez toujours directement l'alésage de la plaque de rupture plutôt que de vous fier aux spécifications nominales de l'équipement.
- Choisir les matériaux uniquement en fonction de leur coût — L’utilisation de l’acier inoxydable SS304 dans une application de polymère halogéné ou d’un tamis standard en acier inoxydable à des températures extrêmes entraîne une défaillance rapide du tamis, une contamination de la matière fondue et des dommages potentiels à l’équipement.
Guide de référence rapide : Résumé de la sélection des écrans d’extrudeuse
| Paramètre | Que spécifier | Considérations clés |
|---|---|---|
| finesse de filtration | Taille de l'ouverture en microns | En fonction du polymère, du niveau de contamination et des exigences de qualité du produit |
| Type d'emballage d'écran | Soudé / encadré / plissé / ceinture / cylindrique | Déterminé par le type de changeur d'écran et les exigences de sortie |
| Configuration des couches | Nombre de couches + nombre de mailles par couche | Commencez par une filtration à 3 couches ; passez à 4 ou 5 couches pour une filtration haute pression ou fine. |
| Dimensions | Diamètre extérieur, diamètre intérieur (le cas échéant), épaisseur | Mesurer directement l'alésage de la plaque du disjoncteur ; confirmer le format du changeur d'écran |
| Matériel | Alliage de treillis métallique + matériau de cadre/anneau | Acier inoxydable SS316L pour la plupart des applications ; alliages spéciaux pour les polymères corrosifs ou soumis à des températures extrêmes. |
Conclusion
Le choix des tamis d'extrusion est une décision complexe qui influe directement sur la qualité de la matière fondue, la stabilité du procédé et les coûts d'exploitation. La méthode appropriée consiste à définir d'abord la finesse de filtration requise par l'application, puis à sélectionner le type de tamis et la configuration des couches afin de répondre aux exigences de filtration et mécaniques, et enfin à vérifier la compatibilité dimensionnelle et matérielle avec l'équipement et le polymère utilisés.
Si vous n'êtes pas certain des spécifications appropriées pour votre procédé, l'équipe technique de PFM SCREEN peut vous aider à choisir le tamis en fonction de votre polymère, de votre débit, du modèle de changeur de tamis et de vos exigences de qualité. Contactez-nous Avec vos paramètres de procédé, nous vous recommanderons la configuration optimale de votre pack de tamis.
Pour en savoir plus sur les tamis d'extrudeuse, consultez notre gamme complète de produits : Écrans d'extrudeuse et paquets d'écrans.