Elegir la malla incorrecta para la extrusora es uno de los errores más comunes —y costosos— en la extrusión de polímeros. Una malla demasiado pequeña permite el paso de contaminantes y daña los equipos posteriores. Una malla demasiado fina genera una caída de presión excesiva, reduce el rendimiento y acorta la vida útil del filtro. Acertar con las especificaciones desde el principio ahorra material, tiempo y costes operativos.
Esta guía analiza todos los factores que debe considerar: número de mallas, clasificación en micras, configuración de capas, tipo de paquete de filtros, material y compatibilidad del equipo. Al finalizar, tendrá una base clara para seleccionar el filtro de extrusora adecuado para cualquier polímero, cualquier proceso y cualquier cambiador de filtros.
¿Qué es una rejilla de extrusora?
Un filtro de extrusora (también llamado paquete de filtros, filtro de fusión o filtro de extrusión) es un disco o conjunto de malla de alambre tejido que se instala en una extrusora de polímeros, entre la punta del husillo y la boquilla, para filtrar contaminantes del plástico, caucho u otros materiales poliméricos fundidos. Se mantiene en su lugar mediante una placa deflectora y funciona como la principal barrera de filtración mecánica en el proceso de extrusión.
Las rejillas de la extrusora cumplen tres funciones principales:
- Filtración — eliminar contaminantes sólidos como partículas sin fundir, aglomerados de negro de humo, geles, fibras de madera, fragmentos de metal y otros materiales extraños de la corriente de fusión.
- Generación de contrapresión — crea una resistencia que promueve una fusión completa, homogeneiza el material fundido y estabiliza la salida del tornillo.
- Homogeneización del flujo — enderezar el flujo rotacional que sale del tornillo para convertirlo en un flujo axial uniforme antes de que entre en la matriz.
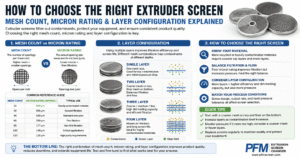
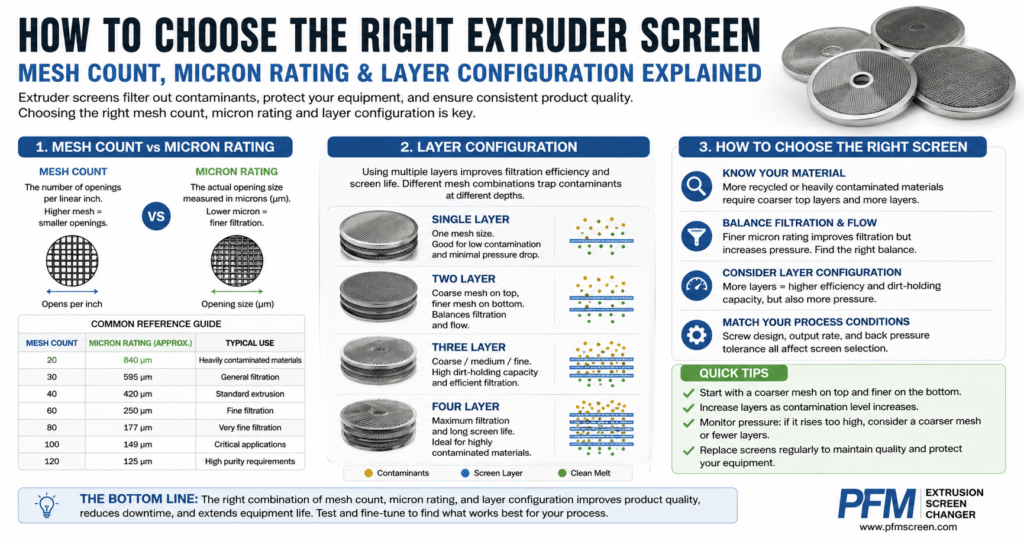
Paso 1: Entienda el número de malla y la clasificación en micras.
¿Qué es el número de mallas?
El número de hilos por pulgada lineal en una malla metálica tejida es la densidad de la malla. Una malla de 20 hilos tiene 20 hilos por pulgada; una malla de 200 hilos tiene 200 hilos por pulgada. Una mayor densidad de hilos implica una menor separación entre los hilos y, por lo tanto, aberturas más pequeñas entre ellos.
¿Qué es la clasificación en micras?
La clasificación en micras (μm) se refiere al tamaño nominal de la abertura: el tamaño de la abertura cuadrada entre los hilos, medido en micrómetros (micras). Una micra equivale a una milésima de milímetro. Una malla con una abertura de 150 micras retendrá partículas de un tamaño superior a aproximadamente 150 μm.
Cómo se relacionan el número de mallas y la clasificación en micras
El tamaño de la abertura depende tanto del número de mallas como del diámetro del alambre. Dos pantallas pueden tener el mismo número de mallas pero diferentes tamaños de abertura si los diámetros de los alambres difieren. Por esta razón, siempre especifique el Tamaño de la abertura en micras en lugar de basarse únicamente en el número de mallas cuando se requiere una filtración de precisión.
La siguiente tabla muestra la relación típica entre el número de mallas y el tamaño aproximado de la abertura para una malla de alambre de tejido liso estándar:
| Número de mallas (por pulgada) | Apertura aproximada (micras) | Clase de filtración | Uso típico |
|---|---|---|---|
| 10 – 20 | 840 – 2000 μm | Grueso | Capa de soporte/base, prefiltración de material reciclado de alta densidad |
| 20 – 40 | 420 – 840 μm | Grueso-Medio | Tubería de PE/PP, perfil, peletización reciclada |
| 40 – 80 | 200 – 420 μm | Medio | Extrusión de PE/PP/PVC de uso general |
| 80 – 120 | 125 – 200 μm | Medio-fino | Extrusión de película soplada, película fundida, extrusión de láminas |
| 120 – 200 | 75 – 125 μm | Bien | Película óptica, película técnica, composición |
| 200 – 325 | 45 – 75 μm | Muy bien | Hilado de fibra de PET, filamento de PA, película especial |
| 325 – 500 | 25 – 45 μm | Ultrafino | Aplicaciones ópticas de alta claridad, polímeros especiales |
Paso 2: Determine la finura de filtración requerida.
Por polímero y aplicación
La finura de filtración adecuada se determina según el nivel de limpieza requerido en el producto final, el nivel de contaminación en la materia prima y la tolerancia a la contaminación de los equipos posteriores (matriz, hileras, superficies de rodillos). La siguiente tabla ofrece recomendaciones iniciales:
| Solicitud | Polímero | Finura recomendada | Notas |
|---|---|---|---|
| Extrusión de tubos y perfiles | PVC, HDPE, PP-R | 40 – 80 mallas (200 – 420 μm) | Se requiere una mayor resistencia a la presión para el PVC. |
| Película soplada / película fundida | LLDPE, LDPE, PP | 80 – 150 mallas (100 – 200 μm) | El control del gel es fundamental para las películas delgadas. |
| Extrusión de láminas | PET, PS, PP | 80 – 120 mallas (125 – 200 μm) | La calidad de la superficie exige una filtración constante. |
| Hilado de fibras y filamentos | PET, PA, PP | 200 – 325 mallas (45 – 75 μm) | La protección de la hilera es el principal impulsor |
| Peletización — resina virgen | PP, PE, ABS | 40 – 80 mallas (200 – 420 μm) | Baja contaminación; enfoque en el rendimiento |
| Peletización: material reciclado | Remolienda mixta | 20 – 60 mallas (250 – 840 μm) | Alta contaminación; se requieren envases multicapa. |
| Masterbatch y composición | PE, PP + cargas | 60 – 120 mallas (125 – 250 μm) | Las partículas de relleno pueden obstruir rápidamente las mallas finas. |
| Extrusión de polímeros de ingeniería | TPU, PA, POM, PEEK | 100 – 200 mallas (75 – 150 μm) | A menudo se requieren materiales resistentes a la corrosión. |
| Extrusión de caucho | EPDM, silicona, NR | 20 – 60 mallas (250 – 840 μm) | Una alta viscosidad requiere una menor caída de presión. |
Por tipo de contaminación
La naturaleza de la contaminación también influye en la selección de la malla. Los contaminantes inorgánicos duros (partículas metálicas, arena, vidrio) requieren una malla de filtración fina para evitar daños en el molde. Los contaminantes orgánicos blandos (polímero sin fundir, geles, depósitos de carbono) requieren una malla lo suficientemente fina para retenerlos, pero lo suficientemente gruesa para evitar la obstrucción rápida. En flujos de material reciclado altamente contaminados, siempre se recomienda una capa de prefiltro grueso antes de la capa de filtración fina.
Paso 3: Elija el tipo de paquete de pantalla correcto
Una vez determinada la finura de filtración, la siguiente decisión es la forma física del paquete de filtros. Los cinco tipos principales se adaptan a diferentes configuraciones de equipos y requisitos de producción.
Paquetes de mallas de extrusión soldadas
Varias capas de malla se sueldan por puntos en los bordes para formar un conjunto estable e integrado. Las capas se unen sin marco, apoyándose en la placa deflectora para el soporte de los bordes. Los conjuntos soldados son el tipo más utilizado a nivel mundial, aptos para cambiadores de filtros manuales, de placas deslizantes y de pistón. Son económicos, fáciles de manejar y están disponibles en la más amplia gama de tamaños y combinaciones de malla.
Paquetes de pantallas extrusoras enmarcadas
Se añade un anillo exterior rígido de aluminio o acero inoxidable alrededor del conjunto de malla. El marco proporciona un control dimensional preciso, mejora el sellado de los bordes contra la placa deflectora y facilita una instalación más rápida y fiable. Los paquetes con marco son preferibles en aplicaciones de alta presión, en procesos donde la desalineación de la malla provoca defectos de calidad y donde la eficiencia en el manejo por parte del operario es fundamental.
Paquetes de pantallas extrusoras plisadas
La malla se pliega antes del ensamblaje, lo que aumenta la superficie de filtración efectiva entre 3 y 5 veces en comparación con una malla plana del mismo diámetro exterior. Los paquetes plisados ofrecen una caída de presión significativamente menor con el mismo caudal, intervalos de servicio más prolongados entre cambios de malla y un mejor rendimiento en la filtración de malla fina, donde las mallas planas se ensucian rápidamente. Son la opción preferida para aplicaciones con fibra de PET, PA y películas de alto valor.
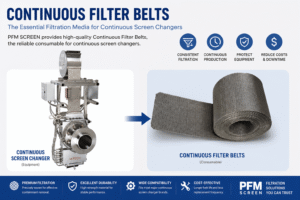
Bandas filtrantes continuas
En lugar de una rejilla en forma de disco, un rollo continuo de malla metálica tejida se alimenta a través de un cambiador de rejillas de tipo cinta. La cinta avanza automáticamente a medida que se acumula la contaminación, lo que proporciona una filtración ininterrumpida sin paradas de producción. Las cintas continuas se utilizan en líneas de alto rendimiento donde los cambios manuales de rejilla provocarían tiempos de inactividad inaceptables, como en las líneas de extrusión de película soplada de PE de alta velocidad y en las líneas de reciclaje posconsumo.
Pantallas de extrusoras cilíndricas
En las carcasas de los filtros de vela y en los conjuntos de hilatura se utiliza un elemento de malla cilíndrica. Su amplia superficie de filtración cilíndrica proporciona una gran capacidad de retención de suciedad y una distribución uniforme del flujo. Las mallas cilíndricas son estándar en la hilatura de fibra de PET y en otras aplicaciones que utilizan sistemas de filtración de fusión con filtros de vela.
Paso 4: Seleccione la configuración de capa correcta
El rendimiento de un filtro de malla depende no solo de la malla filtrante, sino también de las capas de soporte que la rodean. Una configuración multicapa distribuye la carga mecánica, evita que la malla fina se deforme bajo presión y mejora la capacidad de retención de suciedad.
Funciones de capa
- Capa de soporte (gruesa, por ejemplo, de 20 a 40 mallas) — Proporciona rigidez estructural y evita la deformación de la capa de filtración fina bajo presión de fusión. Se coloca en el lado de salida (boquilla) del paquete.
- Capa de prefiltración (media, por ejemplo, malla 40-80) — Captura los contaminantes de mayor tamaño antes de que lleguen a la capa de filtración fina, lo que prolonga significativamente la vida útil.
- Capa de filtración (fina, por ejemplo, de 100 a 325 mallas) — el elemento de filtración principal que determina el tamaño real de retención de las partículas.
- Capa de distribución (media, opcional) — colocado en el lado de entrada para distribuir el flujo de la masa fundida de manera uniforme a través de la capa de filtración y evitar la formación de canales.
Guía de configuración de capas
| Configuración | Estructura típica de capas (ascendente → descendente) | Mejor para |
|---|---|---|
| Capa única | 1× malla de filtración | Pruebas de filtración gruesa a baja presión |
| 2 capas | Filtración + soporte | Procesos sencillos, presiones moderadas. |
| 3 capas (la más común) | Prefiltro + filtración + soporte | Extrusión general, película soplada, tuberías, peletización |
| 4 capas | Prefiltro + filtración + intermedio + soporte | Aplicaciones de alta presión, materiales reciclados |
| 5 capas o más | Distribución + prefiltro + filtración fina + intermedio + soporte | Filtración fina (fibra, película óptica), materias primas altamente contaminadas. |
La configuración estándar de 3 capas (prefiltro grueso, malla de filtración fina y capa de soporte gruesa) es el punto de partida adecuado para la mayoría de las aplicaciones de extrusión. Se recomienda pasar a configuraciones de 4 o 5 capas cuando las presiones de operación superan los 250 bar, cuando la malla de filtración es inferior a 100 mallas o cuando los niveles de contaminación de la materia prima son elevados.
Paso 5: Haga coincidir las dimensiones de la pantalla con su equipo.
Incluso la mejor especificación de malla es inútil si la malla no encaja correctamente. Las discrepancias dimensionales provocan fugas de material fundido alrededor de la malla, una distribución desigual de la presión y fallos prematuros del sellado. Al especificar las dimensiones de la malla de la extrusora, se deben confirmar los siguientes parámetros:
- Diámetro exterior (DE) — debe coincidir exactamente con el diámetro interior de la placa del interruptor. Los tamaños comunes van desde 20 mm hasta más de 400 mm, pero los tamaños no estándar son frecuentes en equipos más antiguos o fabricados a medida.
- Diámetro interior (DI) — relevante para pantallas de tipo anillo o enmarcadas; debe dejar espacio libre para el poste central de la placa del interruptor, si está presente.
- Espesor — determinado por el número de capas y diámetros de los alambres; debe encajar dentro de la profundidad del asiento de la pantalla sin huecos ni compresión excesiva.
- Material del marco y tipo de anillo — Los marcos de aluminio son estándar para temperaturas moderadas; los anillos de acero inoxidable son necesarios por encima de 280 °C o en entornos corrosivos.
Para cambiadores de filtros (de placa deslizante, pistón o cinta continua), confirme siempre el formato de filtro requerido por el fabricante. Algunos cambiadores requieren filtros con formas de corte, muescas o acabados de borde específicos. PFM SCREEN suministra filtros compatibles con las principales marcas de cambiadores de filtros, incluyendo Nordson BKG, Kreyenborg, Gneuss, Maag y Ettlinger.
Paso 6: Seleccione el material de malla adecuado.
Para la mayoría de las aplicaciones estándar de extrusión de polímeros (PE, PP, PET, PVC, ABS, PS) a temperaturas inferiores a 300 °C. acero inoxidable 316L El acero inoxidable 316L es la opción correcta. Ofrece una excelente resistencia a la corrosión, buena resistencia a la tracción a altas temperaturas y compatibilidad con prácticamente todos los termoplásticos estándar. El acero inoxidable 304 es una alternativa rentable cuando se acepta una resistencia a la corrosión ligeramente inferior a la del 316L.
Se requieren materiales especiales en los siguientes casos:
- Polímeros halogenados (PVC, PVDF, PTFE) — Durante el procesamiento, estos materiales liberan HCl o HF, lo que corroe el acero inoxidable estándar. Se recomienda el uso de mallas de aleación de níquel, Monel o Inconel.
- Polímeros de ingeniería de alta temperatura (PEEK, PPS, por encima de 350 °C) — El Inconel 600 o 625 proporciona una resistencia superior a la oxidación a temperaturas extremas.
- Compuestos abrasivos con carga (PA con carga de vidrio, PP con carga mineral) — Los materiales de alambre más duros o un mayor diámetro del alambre mejoran la resistencia a la abrasión y prolongan la vida útil.
- Aplicaciones en contacto con alimentos — Se requiere acero inoxidable SS316L; todos los materiales deben cumplir con las normativas aplicables para el contacto con alimentos (FDA, UE 10/2011).
En un artículo aparte de esta serie se ofrece una guía detallada para la selección de materiales para las mallas de la extrusora.
Errores comunes al seleccionar filtros para extrusoras
- Especificar el número de mallas sin tamaño de apertura El número de mallas por sí solo no define la finura de filtración. Para aplicaciones de precisión, especifique siempre la apertura en micras.
- Utilizando una pantalla de una sola capa a alta presión — Una sola capa de malla fina sin soporte se deformará o romperá bajo una presión de fusión superior a aproximadamente 150 bar. Utilice siempre una capa de soporte.
- Utilizar una malla demasiado fina para materiales reciclados. — Las mallas finas se obstruyen rápidamente al procesar material reciclado muy contaminado. Comience con un prefiltro más grueso y utilice un paquete multicapa para prolongar su vida útil.
- Ignorar las tolerancias dimensionales Incluso una discrepancia de 0,5 mm en el diámetro exterior puede provocar fugas de material fundido. Mida siempre directamente el diámetro interior de la placa del rompedor en lugar de basarse en las especificaciones nominales del equipo.
- Seleccionar materiales basándose únicamente en el coste. — El uso de acero inoxidable SS304 en una aplicación de polímeros halogenados o de una malla de acero inoxidable estándar a temperaturas extremas provoca una rápida falla de la malla, la contaminación del material fundido y posibles daños al equipo.
Guía de referencia rápida: Resumen de la selección de filtros para extrusoras
| Parámetro | Qué especificar | Consideraciones clave |
|---|---|---|
| Finura de filtración | Tamaño de apertura en micras | Según el polímero, el nivel de contaminación y los requisitos de calidad del producto. |
| Tipo de paquete de pantalla | Soldado / enmarcado / plisado / cinturón / cilíndrico | Determinado por el tipo de cambiador de pantallas y los requisitos de salida. |
| Configuración de capas | Número de capas + recuento de malla por capa | Comience con 3 capas; pase a 4 o 5 para alta presión o filtración fina. |
| Dimensiones | Diámetro exterior, diámetro interior (si corresponde), espesor | Mida directamente el orificio de la placa del interruptor; confirme el formato del cambiador de pantalla. |
| Material | Aleación de malla de alambre + material del marco/anillo | Acero inoxidable SS316L para la mayoría de las aplicaciones; aleaciones especiales para polímeros corrosivos o de temperaturas extremas. |
Conclusión
La selección de la malla de la extrusora es una decisión multivariable que afecta directamente la calidad de la masa fundida, la estabilidad del proceso y el costo operativo. El enfoque correcto consiste en definir primero la finura de filtración requerida por la aplicación, luego seleccionar el tipo de paquete de mallas y la configuración de capas para cumplir con los requisitos de filtración y mecánicos, y finalmente confirmar la compatibilidad dimensional y de materiales con el equipo específico y el polímero que se procesa.
Si no está seguro de las especificaciones correctas para su proceso, el equipo técnico de PFM SCREEN puede ayudarle a seleccionar la malla adecuada en función de su polímero, rendimiento, modelo de cambiador de mallas y requisitos de calidad. Contáctanos Con los parámetros de su proceso, le recomendaremos la configuración óptima del paquete de filtros.
Para obtener más información sobre las cribas para extrusoras, consulte nuestra gama completa de productos: Filtros y paquetes de filtros para extrusoras.