Ao escolher telas para extrusoras, uma das primeiras decisões que você terá que tomar é o tipo de construção: soldado, emoldurado, ou plissado. Cada modelo possui características estruturais distintas, desempenho de filtragem e adequação a diferentes condições de extrusão.
Escolher o tipo errado leva à falha prematura da tela, aumento da queda de pressão, trocas mais frequentes e, em última análise, custos operacionais mais elevados. Este guia oferece uma comparação técnica clara para que você possa tomar a decisão certa.
O que é um conjunto de telas para extrusora?
O conjunto de telas fica localizado no adaptador da matriz ou no trocador de telas, entre a rosca da extrusora e a matriz. Sua função é:
- Filtrar contaminantes sólidos e géis da massa polimérica fundida.
- Aumentar a contrapressão para melhorar a homogeneidade da fusão.
- Proteja as ferramentas subsequentes (matrizes, bombas de engrenagem, fieiras).
A maioria das telas de proteção consiste em uma ou mais camadas de malha de arame trançado — mas a forma como essas camadas são unidas define o tipo de tela.
Tipo de construção 1: Conjuntos de telas soldadas

Como são feitos
Os conjuntos de telas soldadas são fabricados através da soldagem por resistência das camadas da malha nas bordas ou em uma grade de pontos de solda. Não se utiliza nenhuma estrutura. A solda funde os fios da malha diretamente.
Principais características
| Propriedade | Detalhe |
|---|---|
| Tratamento de borda | Perímetro soldado (sem moldura) |
| Grossura | Fino — normalmente de 1 a 4 mm no total. |
| Rigidez | Moderado — os pontos de solda impedem a separação das camadas. |
| Pressão máxima de operação | Até aproximadamente 200–250 bar, dependendo da especificação da malha. |
| facilidade de limpeza | Normalmente não é limpo; de uso único. |
| Configurações comuns | Quadrado, circular, formatos personalizados |
Quando escolher a soldagem
Pacotes soldados funcionam melhor em contaminação moderada, viscosidade média processos de extrusão onde:
- A placa de troca ou quebra de tela fornece suporte estrutural.
- Você precisa de um pacote fino que se encaixa em recessos rasos de placas de disjuntor
- A integridade das camadas durante a instalação é crucial (as camadas não podem deslizar ou se deslocar).
- Você está correndo PE, PP, PS ou ABS sob pressões de extrusão padrão
Aplicações típicas: Filme soprado, extrusão de tubos, extrusão de chapas, extrusão de perfis
Limitações
- Os pontos de solda podem causar interrupções no fluxo perto das bordas.
- Não é adequado para pressões muito elevadas sem suporte adicional da estrutura.
- Menor área de superfície do que os modelos plissados com a mesma área de ocupação.
Tipo de construção 2: Conjuntos de telas emolduradas

Como são feitos
Os conjuntos de telas emolduradas encapsulam uma ou mais camadas de malha dentro de um anel ou moldura rígida de metal — geralmente aço inoxidável ou aço carbono. A moldura é encaixada sob pressão ou soldada ao redor do diâmetro externo ou perímetro do conjunto de telas.
Principais características
| Propriedade | Detalhe |
|---|---|
| Tratamento de borda | Estrutura metálica rígida (borda circular ou quadrada) |
| Grossura | Tamanho médio — a estrutura adiciona 2 a 5 mm à altura da mochila. |
| Rigidez | Alta — a estrutura impede a deformação sob pressão. |
| Pressão máxima de operação | 250–400+ bar |
| Vedação | A estrutura cria uma vedação positiva contra a face da placa do disjuntor. |
| Configurações comuns | Circular com anel OD, quadrado com borda completa |
Quando escolher uma moldura
As embalagens emolduradas são a opção preferida quando:
- As pressões de operação são altas. (acima de 200 bar consistentemente)
- O processo envolve polímeros de alta viscosidade (PET, PA, resinas de engenharia) que geram pressão de fusão significativa
- Você precisa de um selo positivo para evitar que o material derretido passe pelas bordas da tela.
- O design do trocador de tela possui um recesso profundo ou requer um pacote de tela autolocalizável
- Você está correndo Trocadores de tela sem suporte contínuo (ex: trocadores de tela tipo placa deslizante ou tipo parafuso)
Aplicações típicas: Fiação de fibra PET, composição de resinas de engenharia, tubos de parede espessa, produção de masterbatch
Limitações
- Mais pesados que mochilas soldadas — maior custo de material
- A estrutura reduz ligeiramente a área de filtração ativa em comparação com os designs soldados de face completa.
- Custo unitário mais elevado, especialmente em ligas exóticas.
Tipo de construção 3: Pacotes de tela plissada

Como são feitos
Os filtros de tela plissada dobram o meio filtrante — geralmente uma malha fina ou uma estrutura composta multicamadas — em um padrão de pregas tipo acordeão. O elemento plissado é então montado em uma estrutura ou alojamento de suporte. Essa é uma abordagem fundamentalmente diferente em comparação com os filtros planos soldados ou emoldurados.
Principais características
| Propriedade | Detalhe |
|---|---|
| Área de filtração | 3 a 8 vezes maior que uma embalagem plana equivalente. |
| Pressão de operação | Moderado — normalmente até 150–200 bar |
| Vida útil | Significativamente mais tempo de armazenamento devido à maior capacidade de retenção de sujeira. |
| queda de pressão | Menor ΔP inicial para classificação de mícron equivalente |
| Fator de forma | Disco, cartucho ou elemento plissado personalizado |
Quando escolher pregas
Mochilas plissadas oferecem uma grande vantagem quando:
- Os níveis de contaminação são altos. (materiais reciclados, material moído, resina pós-consumo)
- Você quer prolongar os intervalos de serviço entre mudanças de tela para reduzir o tempo de inatividade
- Seu processo é sensível à pressão e você precisa minimizar a queda de pressão.
- Você está utilizando filtração fina (abaixo de 80 mícrons) e precisa de uma área maior para manter a vazão.
- O trocador de telas foi projetado para elementos plissados (alguns sistemas de correia contínua ou retrolavagem).
Aplicações típicas: Linhas de reciclagem de plástico, processamento de PET pós-consumo, PP/HDPE com alta contaminação, produção de concentrado de cor
Limitações
- Não é compatível com todos os designs de trocadores de tela (requer geometria de alojamento específica).
- Custo unitário inicial mais elevado
- Os meios filtrantes plissados podem ser mais sensíveis a picos de fluxo e choques térmicos.
- Não é adequado para pressões muito elevadas sem uma estrutura de suporte reforçada.
Comparação lado a lado
| Parâmetro | Soldado | Emoldurado | Plissado |
|---|---|---|---|
| Área de superfície de filtração | 1× (linha de base) | ~0,9× (a moldura reduz a área) | 3–8× |
| Tolerância máxima de pressão | Médio (até ~250 bar) | Alto (250–400+ bar) | Inferior (até ~200 bar) |
| Queda de pressão (inicial) | Médio | Médio | Baixo |
| Vida útil | Padrão | Padrão | Estendido |
| Manuseio de contaminantes | Moderado | Moderado | Alto |
| Compatibilidade | A maioria dos trocadores de tela | A maioria dos trocadores de tela | Trocadores de tela selecionados |
| Custo por unidade | Baixo–Médio | Médio-Alto | Médio-Alto |
| Instalação | Fácil | Fácil–Médio | Requer alojamento adequado |
| Ideal para | Extrusão padrão | Alta pressão, alta viscosidade | Reciclagem, rações contaminadas |
Como Decidir: Uma Estrutura de Decisão Baseada em Processos
Utilize essa estrutura para restringir sua seleção:
Passo 1: Verifique a pressão de operação.
- Abaixo de 200 bar consistentemente → Tanto as soldadas quanto as plissadas são viáveis.
- Acima de 200 bar regularmente → A embalagem com moldura é a opção mais segura
- Picos de pressão acima de 300 bar → Estrutura com tela de suporte reforçada essencial
Etapa 2: Avalie sua carga de contaminação
- Resina virgem limpa → o pacote soldado é suficiente
- Mistura virgem + moído → soldado ou emoldurado, dependendo da pressão
- Alto nível de contaminação/conteúdo reciclado >30% → plissado para maior durabilidade
Etapa 3: Avalie o tipo de trocador de tela que você utiliza.
- Placa deslizante ou tipo parafuso → soldado ou emoldurado
- Correia contínua / retrolavagem → Consulte o fabricante; elementos plissados podem estar disponíveis.
- Alteração manual da tela → qualquer tipo; emoldurado ajuda na autolocalização
Etapa 4: Considere sua meta de finura de filtração
- Acima de 150 mícrons → A soldagem em camada única costuma ser adequada
- 40–150 micrômetros → multicamadas soldadas ou emolduradas (com malha de suporte)
- Abaixo de 40 mícrons → plissado para fluxo sustentável; ou emoldurado com malha de trama holandesa
Etapa 5: Inclua o custo de transição
- Mudanças frequentes são aceitáveis → A soldagem é economicamente viável
- Tempo de inatividade é caro. → As pregas aumentam os intervalos; as molduras reduzem o risco de vazamento durante as trocas de fraldas.
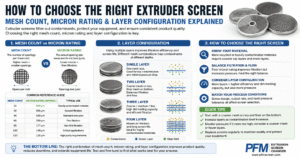
Configuração de camadas dentro de cada tipo
Independentemente do tipo de construção, a maioria dos conjuntos de telas utiliza um estrutura multicamadas:
| Camada | Contagem de malha | Papel |
|---|---|---|
| Suporte grosseiro (a montante) | malha 10–30 | Suporte estrutural, pré-filtro |
| Filtração primária | 60–325 malha | Captura principal de contaminação |
| Filtragem fina (opcional) | 200–500 mesh | Remoção de gel, captura de partículas finas |
| Suporte a jusante | malha 10–20 | Impede a ruptura da mídia |
Para estruturas emolduradas e soldadas, as configurações padrão são geralmente de 3 ou 4 camadas. Elementos plissados frequentemente utilizam um material composto pré-laminado em vez de camadas soltas separadas.
Considerações sobre o material
Os três tipos estão disponíveis em:
- SS 304 — notas padrão, mais comuns
- SS 316L — polímeros contendo cloreto ou agressivos
- SS 316Ti — estabilidade em temperaturas elevadas
- Monel / Inconel — fluoropolímeros (PVDF, PTFE), fundidos altamente corrosivos
- Bronze fosforoso — Processamento de PVC (resistente à corrosão sob tensão por cloretos)
A escolha do material deve ser feita de acordo com a química do polímero, e não apenas com a temperatura. Para obter orientações, consulte nosso próximo artigo: Telas de extrusão SS304 vs. SS316L: Qual grau de aço inoxidável você deve escolher?
Resumo
Não existe um tipo de construção de tela de proteção universalmente "melhor". A escolha certa depende da pressão de operação, do tipo de polímero, do nível de contaminação e do projeto do trocador de telas.
- Soldado → confiável, econômico, ampla compatibilidade
- Emoldurado → Integridade sob alta pressão, vedação positiva, durabilidade a longo prazo
- Plissado → Área de filtração máxima, vida útil prolongada, ideal para resinas recicladas
Em caso de dúvida, descreva sua aplicação ao fornecedor do seu sistema de telas de impressão — pressão, vazão, polímero e frequência de troca — e solicite uma recomendação técnica.
A PFM SCREEN fabrica os três tipos de construção em configurações padrão e personalizadas, com opções de materiais que variam de aço inoxidável 304 a Inconel. Entre em contato com nossa equipe técnica. Para recomendações específicas de cada aplicação.